
采用热喷涂技术特别是等离子喷涂技术,在金属基体上制备陶瓷涂层,能把陶瓷材料的特点和金属材料的特点有机地结合起来,获得复合材料结构及制品,正成为当代复合材料及制品高科技领域的一个重要分枝。热喷涂技术因工艺的灵活性与可喷涂材料的广泛性,目前已经在航空航天、石油化工、电子电气、汽车、医疗、海洋、矿业等领域得到了越来越多的领域获得广泛的应用。

热喷涂技术工艺方法很多,但无论何种工艺方法,喷涂过程中形成涂层的原理和涂层结构基本一致。热喷涂形成涂层的过程一般经历四个阶段:喷涂材料加热溶化阶段、雾化阶段、飞行阶段、碰撞沉积阶段。
1、加热溶化阶段
当喷涂材料为线(棒)材时,喷涂过程中,线材的端部连续不断地进入热源高温区被加热溶化,形成溶滴;当喷涂材料为粉末时,粉末材料直接进入热源高温区,在行进的过程中被加热至溶化或半溶化状态。
2、雾化阶段
线(棒)材在喷涂过程中被加热溶化形成溶滴,在外加压缩气流或热源自身气流动力的作用下,将线(棒)材端部溶滴雾化成微细溶粒并加速粒子的飞行速度;当喷涂材料为粉末时,粉末材料被加热到足够高温度,超过材料的熔点形成液滴时,在高速气流的作用下,雾化破碎成更细微粒并加速飞行速度。
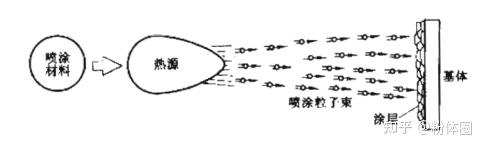
3、飞行阶段
加热溶化或半溶化状态的粒子在外加压缩气流或热源自身气流动力的作用下被加速飞行。粒子飞行过程中喷涂粒子首先被加速,随着飞行距离的增加而减速。
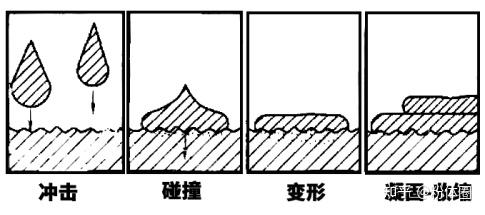
4、碰撞沉积阶段
具有一定温度和速度的喷涂粒子在接触基体材料的瞬间,以一定的动能冲击基体材料表面,产生强烈的碰撞。在碰撞基体材料的瞬间,喷涂粒子的动能转化为热能并传递给基体材料,在凹凸不平的基材表面上产生形变。由于热传递的作用,变形粒子迅速冷凝并伴随着体积收缩,其中大部分粒子呈扁平状牢固地粘结在基体材料表面上,而另一小部分碰撞后经基体反弹而离开基体表面。随着喷涂粒子束不断地冲击碰撞基体表面,碰撞一变形—冷凝收缩一填充连续进行。变形粒子在基体材料表面上,以颗粒与颗粒之间相互交错叠加地粘结在一起,而最终沉积形成涂层。
二、热喷涂陶瓷涂层的应用
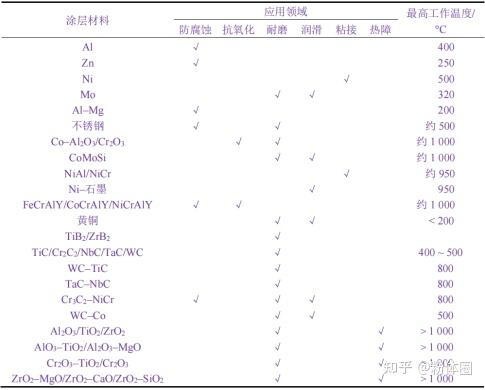
陶瓷是金属元素和非金属元素组成的晶体或非晶体化合物。它和金属材料、高分子聚合物材料一起,构成固态工程材料的三大支柱。现代材料已将金属陶瓷、其他无机非金属材料统归入陶瓷范畴,成为品种、功能极多的一个材料大家族。一般来说,凡经加热能呈熔融状态或塑性状态的材料,均可作为热喷涂的涂层材料。除金属材料外,陶瓷也可用于热喷涂防腐蚀涂层。热喷涂常用的陶瓷材料主要为Al2O3,TiO2,Cr2O3,ZrO2等氧化物陶瓷材料,碳化物等非氧化物陶瓷通常采用金属合金作粘结剂制备成金属基陶瓷复合材料使用。由于氮化物很脆,耐氧化性能又差,它的应用甚少。
热喷涂陶瓷涂层根据应用领域可分为:耐磨陶瓷涂层、耐腐蚀陶瓷涂层、热障陶瓷涂层、生物陶瓷涂层和压电陶瓷涂层等几大类。
1、耐磨涂层
统计表明磨损与腐蚀造成的损失,在发达国家约占该国家GDP的3%-5%,而发展中国家则高达至10%,由此引起零部件在加工与生产中性能下降、最终失效。热喷涂技术一直作为有效减磨与防腐蚀技术的最重要方法得到应用。
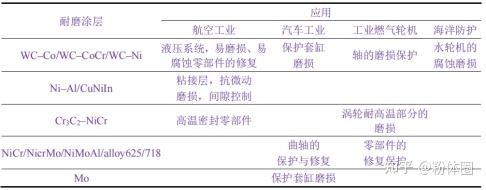
摩擦磨损造成的能量和物质损失均源自材料表面,因此,各类表面工程技术已成为提高零构件材料减摩、耐磨性能的重要方法。热喷涂技术是应用广泛的表面工程技术之一。目前,应用热喷涂技术制备的涂层已经广泛应用在机械设备中。热喷涂涂层的耐磨性能主要取决于涂层成分、相组成、粒度与其含量,还与涂层的结合强度、硬度、孔隙率、涂层颗粒大小等因素有关。结合强度高、硬度高、孔隙率小的涂层具有较好的耐冲蚀磨损性能。目前常用的耐磨涂层有:Al2O3层、Al2O3+TiO2涂层、Cr2O3涂层和WC-Co涂层等。
↓↓不同热喷涂耐磨涂层的应用领域
选择合适的涂层材料以及相应的热喷涂工艺才能制备适应工况要求的减摩耐磨涂层。基于工业与科技的快速发展,机械设备的工况要求越来越高,需要研制出性能更加优异的减摩耐磨涂层。一方面,可从涂层材料的组分入手,设计出具有高强度、硬度或具有自润滑功能的新材料体系,如在硬质的陶瓷涂层或金属−陶瓷涂层中添加具有自润滑作用的润滑相(如石墨、二硫化钼、高分子材料等),提高涂层的减摩性能。当前,大多数研究仅提出加入润滑相来提高涂层的减摩耐磨性能,并未深入探讨最佳原料配比等条件。另一方面,工艺参数是影响热喷涂涂层质量的重要因素之一,可从优化热喷涂工艺入手,研究不同体系涂层的最佳工艺参数,为后续的研究工作奠定基础。
2、耐腐蚀陶瓷涂层
钢材应用于苛刻的环境(如海洋盐雾环境等)很容易发生腐蚀、磨损而失去零部件的精度。所进行的传统表面处理工艺主要为电镀硬铬,即六价铬酸盐在阴极沉积形成硬度较高的耐磨耐蚀涂层,其特点是工艺简单,成本低。但是电镀铬工艺会产生严重的环境污染,在很多工业领域受到限制。此外,电镀铬过程中还会产生基体的氢脆,显著降低基材的力学性能,因此,亟待寻找一种有效的替代工艺。热喷涂涂层以其高效、环保和良好的化学稳定性等特点开始被人们应用于防腐蚀领域。
防腐涂层材料按照种类来分主要有铝、锌及其合金材料,镍基合金材料,不锈钢材料以及复合陶瓷材料等。
3、热障陶瓷涂层
航空发动机涡轮叶片表面多使用陶瓷热障涂层(Thermal Barrier Coatings,简称TBCs)将喷气发动机的高温部件与高温燃气隔开,以改善高温部件的服役条件,一方面可以提高涡轮叶片的服役寿命,另一方面可以节约燃料。为了使陶瓷热障涂层与金属基体能够良好的结合以具有较佳的隔热性能,陶瓷热障涂层必须具备以下性能:①较低的热导率;②热膨胀系数与金属基体匹配;③高温下保持良好的相稳定性。通常选用低热导率的ZrO2基陶瓷材料作为热障涂层工作层材料。
陶瓷热障涂层主要的制备技术有等离子喷涂、电子束物理气相沉积、激光熔覆、高速火焰喷涂和爆炸喷涂等,其中最常用的两种制备方法是等离子喷涂(Plasma Spray,简称PS)和电子束物理气相沉积(Electron Beam-Physical Vapor Deposition,简称EB-PVD)。等离子喷涂涂层组织特点是有大量的气孔与微裂纹‚这可以缓解热应力‚提高涂层的热疲劳寿命。
4、生物陶瓷涂层
钛及其合金、钴铬钼合金和不锈钢都是临床上常用的金属骨植入材料。临床使用的金属材料不具有生物活性,与骨组织结合需要改善。对金属植入体进行表面改性,是改善其生物学性能的必要途径。
热喷涂技术是常用的表面改性手段之一,其制备的生物医用涂层主要有金属氧化物涂层(Al2O3,ZrO2,TiO2等)、生物活性羟基磷灰石(HA)涂层等。钛和羟基磷灰石涂层已广泛应用于临床实践。近年来,硅酸钙类生物陶瓷涂层的研究亦受到人们的重视。
5、压电陶瓷涂层
压电陶瓷是具备优异压电性的一类铁电体,是一种将机械性能和电能相互转换的信息功能陶瓷材料。压电陶瓷除了具有压电效应外还具有介电性、铁电性等,已被广泛应用于医学成像、声传感器、声换能器、超声马达、显示器件等各个领域。近年来,通过应用喷涂技术制备压电陶瓷涂层正在逐步受到人们的重视。
参考来源:
1、热喷涂技术与应用,吴子健等编者;机械工业出版社;
2、热喷涂陶瓷涂层的研究进展;
3、热喷涂制备耐磨涂层的研究进展;
4、氧化锆基陶瓷热障涂层的研究进展;