
摘要:为了探明喷砂工艺对铝合金薄壁件表面粗糙度、 基体变形以及涂层结合强度的影响, 在 2 mm 厚的 6061铝合金薄壁件表面采用 24 目和 60 目棕刚玉砂喷砂处理。喷砂压力选择 0.3~0.5 MPa, 喷砂次数 1~15 次, 测试喷砂前后厚度、 质量和表面粗糙度的变化, 并分别采用扫描电镜、 光学体式显微镜观察喷砂后表面形貌。在不同喷砂次数的铝合金表面喷涂 YSZ 热障涂层或涂覆丙烯酸聚氨酯涂层, 采用拉伸法和划格法测试涂层的粘结强度。结果表明, 1 次喷砂后, 铝合金基体的表面粗糙度 (Ra) 由 0.35 μm 提高至 4.747~11.49 μm, 厚度也略微增加, 质量变化不明显, 24 目喷砂会造成基体表面明显变形。铝合金薄壁件多次喷砂后质量和厚度线性降低, 随着砂粒粒径和喷砂压力的提高, 质量和厚度的降低速率提高。铝合金 1 次、 5 次和 15 次喷砂后, 其表面 YSZ 热喷涂涂层结合强度分别为 23.53 MPa、 24.80 MPa 和 17.28 MPa, 有机涂层的附着力均达到 0 级。砂粒过大会造成铝合金薄壁件变形。影响喷砂表面粗化效果的主要因素是砂粒粒度, 喷砂压力的影响较小。多次喷砂对表面粗糙度和涂层结合强度的影响不显著, 但会造成基体厚度的减少和表面状态不均匀。
喷砂工艺作为一种表面粗化处理技术,其工作原理是利用高压空气携带一定粒度的砂粒,高速喷射到工件表面, 使工件表面的杂质及氧化皮去除,同时使工件表面粗化, 一方面净化表面,另一方面提高基体与涂层的结合强度 。喷砂工艺已成为热喷涂涂层制备前处理的必要工序, 也逐渐应用于结合力要求较高的有机涂层涂覆前处理工序 。
已经有大量的学者研究了喷砂工艺对基体表面粗糙度和涂层结合强度的影响。基体表面粗糙程度对涂层与基体的结合强度有很大的影响。对于等离子喷涂涂层而言, 表面粗糙度应该存在一个最佳范围,并不是表面粗糙度越大, 涂层与基体的结合越好。对于有机涂层而言, 喷砂处理后试样粗糙度数值越大,水性涂装涂层附着力越高,耐腐蚀性能越好, 橡胶层与铝合金基体的结合力则在一个较为合适的粗糙度值时具有最好的结合强度。
也有部分学者研究了薄壁件表面喷砂过程中的变形规律和控制方法。喷砂表面强化改变了内应力分布状况,使构件发生变形,但这种变形在自然时效后出现了回弹,通过热处理可以改善工件的变形情况。此外, 根据铝合金薄壁零件的形状预先制作一个与其结构相对应的仿形工装,抵在薄壁区背部,也可以有效降低薄壁件的形变量。但以上方法存在的问题是工艺较为复杂, 成本较高, 且热处理对材料本身性能的影响较大, 对工件尺寸的限制较为严格,延长了生产周期,因此不利于大规模应用。另外,热喷涂涂层和有机涂层会面临局部破坏的情形,需要对涂层进行修补,多次喷砂的影响尚且缺乏深刻认识。因此,本文对铝合金薄壁件不同喷砂工艺后表面状态、显微结构、变形情况以及涂层结合强度的变化进行了深入研究。
1.1原料及喷砂设备
铝合金薄壁件选用 6061 铝合金试片, 尺寸为50 mm × 50 mm× 2 mm。HXP-F 型循环式回收喷砂系统用于铝合金表面喷砂, 喷砂压力为 0.3~0.5MPa。砂粒选用郑州白鸽集团棕刚玉砂, 粒度有24 目和 60 目两种规格。
1.2显微性能表征
采用 TIME3200 型表面粗糙度测试仪测试喷砂后试片的表面粗糙度。Leica 6M 型金相显微镜用于观测涂层的显微形貌, VHX-700FC 型体式显微镜用于观测喷砂后表面的 3D 形貌。采用 ZeissG500 场发射扫描电镜观察喷砂后表面精细结构。
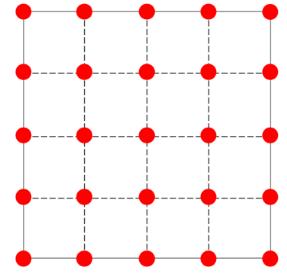
质量采用 Sartorius BSA224S 分析天平测量,精度为0.1 mg。为了测量试片喷砂后的变形程度,将百分表( 成量川牌百分表, 量程 0~10 mm, 精度 0.01 mm) 垂直固定在已校准的金属平台上。如图 1 所示, 将一块平板平分为 16 个方格, 喷砂后朝上放置在金属平台上, 测试 25 个节点的高度。
研究了多次喷砂后铝合金薄壁件的状态变化,为了保证每次的喷砂效果一致, 喷砂前在表面喷蓝色漆, 待干燥后继续喷砂至无色漆残留, 即完成一次喷砂。每次喷砂后记录试片的质量和厚度变化。
1.3结合力测试
在 Φ20 mm× 8 mm 的 6061 铝合金试片上采用 9M 等离子喷涂系统喷涂热障涂层。首先在铝合金试片上采用 60 目棕刚玉砂喷砂 1 次、 5 次和 15 次, 喷砂压力为 0.4 MPa, 随后喷涂镍铬铝钇金属粘接层, 喷涂功率为 39 kW, 涂层厚度为 100~140 μm, 最后喷涂 YSZ 涂层, 喷涂功率为 42.5 kW,涂层厚度为 200~250 μm。参照 GB/T8642-2002 标准测试涂层的结合强度。
在 6061 铝合金试片 (50× 50× 2mm3) 上涂覆丙烯酸聚氨酯有机涂层。同样地,采用 60 目棕刚玉砂喷砂 1 次、5 次和 15 次,随后涂覆 0.05mm 厚的丙烯酸聚氨酯层,待固化后, 参照 GB/T9286-2021 标准测试涂层附着力。
2.1一次喷砂的影响
观察了铝基材表面 0.4 MPa 喷砂后的形貌,图 3 是 24 目和 60 目棕刚玉砂喷砂后的 SEM 图像。喷砂后铝合金表面呈现出明显的粗糙结构, 凹陷和尖角状凸起均匀分布在试样表面。喷砂过程中,高速砂砾冲蚀铝合金表面, 使其不同位置发生塑性变形, 被冲击的位置形成凹坑, 其周围区域被挤压, 形成不规则形状的凸起。由于棕刚玉砂刚性较大, 铝合金模量较低, 喷砂过程中不易发生棕刚玉砂的冲击破碎, 也不易发生棕刚玉砂粘结包埋在塑性变形表面, 造成基体污染。
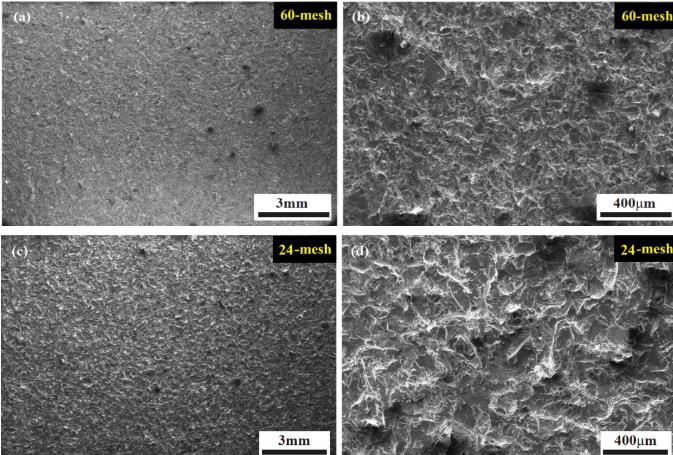
图 3 铝基材表面 0.4 MPa 喷砂后 SEM 图像:(a), (b)60 目;(c), (d)24 目
测量了 1 次喷砂前后铝合金薄板的质量、 厚度和表面粗糙度。初步比较可以发现, 喷砂前后,铝板质量无明显变化, 厚度出现了轻微增大, 表面粗糙度则明显增大。具体而言, 喷砂后试样厚度由原来的 ~2.0 mm 增大到 2.026~2.045 mm, 厚度增长 26~45 μm。从表面 SEM 图像可以看出,砂粒并没有在试片表面残留, 由于试片质量变化不明显, 可以推断出一次喷砂仅导致铝合金表面塑性变形, 而不会发生局部组织从基材表面冲蚀剥离。那么, 表面粗糙度的增加必然会造成基体表观厚度的增加。未喷砂前基体表面粗糙度 Ra 值为 0.35 μm 左右, 根据表面粗糙度等级 (ISO 1302-2002) 划分, 为 N 5 级, 即微见加工痕迹。喷砂后基体表面粗糙度 Ra 值达到 4.747~11.49 μm,介于N 8~N 10,为半光面或粗糙面。对于等离子喷涂或有机涂层涂覆, 显然 N 8~N 10 的粗糙度已能够保证较好的结合强度。
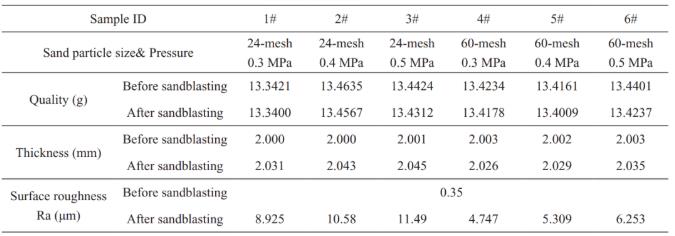
从表 1 的结果来看, 24 目和 60 目砂粒喷砂的结果差异比较明显。尽管喷砂前后二者所造成的质量变化可以忽略不计, 但是从涂层厚度的比较而言, 显然同样条件下 24 目砂粒能造成更显著的厚度和表面粗糙度增加, 表明更大粒径的棕刚玉砂能为基体表面带来更好的粗化效果。这一统计结果与图 3 的 SEM 图像吻合, 更明显的凹陷和凸起预示表面粗糙度更大, 表观厚度的增大也更为显著。就表面粗糙度而言, 60 目砂在压力较大的条件下 (0.5 MPa), 对表面的粗化效果依然弱于24 目砂在压力低 (0.3 MPa) 的情况。由此可见,砂粒粒度对铝合金基体表面粗化作用起到决定性作用。
对比不同压力下喷砂的结果, 可以发现随着压力的增加, 涂层的表观厚度和表面粗糙度逐渐增加。24 目砂在 0.3 MPa 下喷砂后铝板粗糙度为8.925 μm,0.5 MPa 下增加至 11.49 μm,粗糙度等级由 N 9 增加到 N 10, 60 目喷砂则从 N8 增加到N9( 粗糙度由 4.747 μm 增加到 6.253 μm) 。可以看出, 在砂粒粒度一定的条件下, 喷砂压力的改变对铝合金基体表面粗化的影响相对较小。
对于薄壁件,当单侧喷砂时,砂子冲击会对表面产生压应力作用。基体厚度较小时,厚度方向形成较大的应力梯度, 将造成工件喷砂面中心位置出现向上鼓的情形。测量了喷砂 1 次后样品不同点位( 图 1) 的高度, 来表征铝合金薄壁件的变形情况。结果如图 4 所示。60 目砂在喷砂压力 0.3~0.5 MPa 条件下, 基体不同位置处的厚度均较为均匀,极差在 0.2 mm 以内,可以认为变形量很低, 喷砂压力对薄板变形的影响有限。而对于 24 目砂, 可以明显地观察到中心位置的高度高于四角。0.3 MPa 条件下, 中心位置比四角高出约 0.6 mm 的高度,当压力增加到 0.5 MPa 后,其中心位置相较四角的变形量达到 0.8 mm, 高度梯度更明显, 试片中形成的残余压应力水平愈加显著。显然, 对于薄壁件, 应加强对砂粒粒度的控制,来降低喷砂过程中工件的变形。
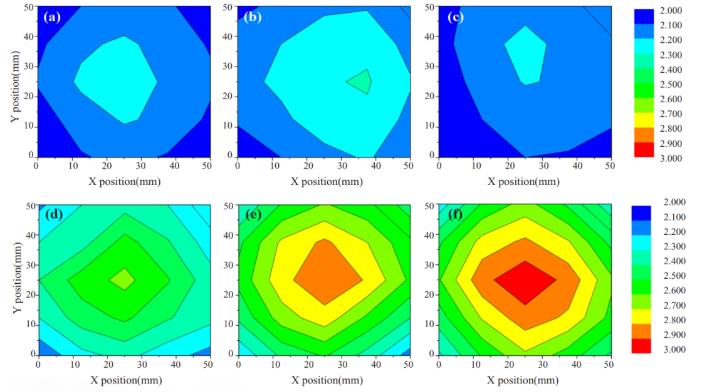
图 4 铝基材表面喷砂后高度分布云图:(a) 60 目, 0.3 MPa 压力;(b) 60 目, 0.4 MPa 压力;(c) 60 目, 0.5 MPa 压力;(d) 24 目, 0.3 MPa 压力;(e) 24 目, 0.4 MPa 压力;(f) 24 目, 0.5 MPa 压力
针对产品面临多次修复或表面污垢多次去除的应用需求, 需要多次喷砂处理。考察了铝合金薄壁件多次喷砂对表面状态、 显微结构以及涂层结合力的影响。
2.2.1 表面状态
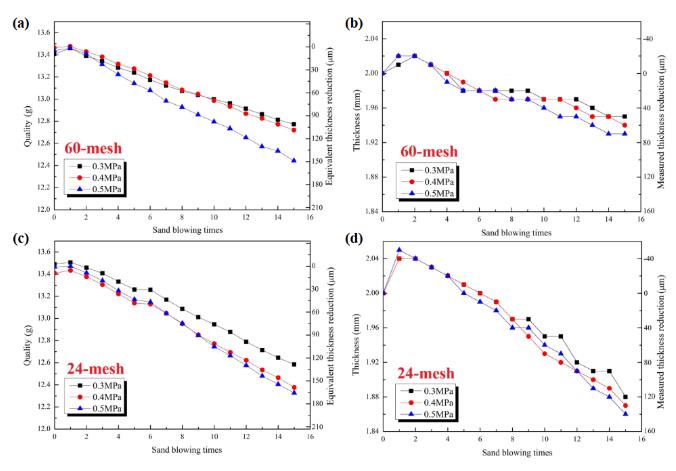
图 5 是铝基材表面多次喷砂后质量和厚度变化曲线。总体而言, 随着喷砂次数从 1 次增加到15 次, 铝板厚度先增大, 后逐渐降低, 在第 1 次喷砂后获得最大的厚度。铝合金试板质量在第 1次喷砂时无明显变化, 此后增加喷砂次数, 试板质量显著降低。
从第一次喷砂起, 铝合金试样的质量和厚度随着喷砂次数的增加呈现线性减小的趋势。并且,砂粒尺寸越大, 喷砂压力越大, 试样的减厚和减重速度越快。60 目、 0.3 MPa 条件下喷砂 15 次后基体减重、 减薄量分别为 0.6334 g 和 0.045 mm,但 24 目、 0.5 MPa 条件下喷砂 15 次后基体减重、减薄量分别达到 1.4000 g 和 0.142 mm。喷砂过程中砂粒均匀冲蚀在基体表面, 可以
认为试板的质量减少是均匀减薄的结果。因此,引入基体当量减厚参数 (de), 其定义为基体质量在规定面积内减少的均匀厚度, 计算方法如公式(1) 所示:

式中, mn, m0, ρ, A 分别代表第 n 次喷砂后的试样质量, 试样喷砂前的质量, 6061 铝合金的密度, 试板的面积。本研究中 ρ=2750 kg·m-3, A=0.25mm2。基体的实际减厚 (dn) 由基体原始厚度减去 n次喷砂后的试样厚度得出。可以发现, 从第 1 次喷砂起, 基体实际减厚和当量减厚均随着喷砂次数的增加线性增加。计算了二者的差值 (de-dn),结果如图 6 所示。de-dn 反映了喷砂过程中基体表面喷砂区的后退情况,若 de-dn 变化不大, 则喷砂过程中已喷砂粗糙层不断后退,喷砂区以下部分被不断喷砂, 结果来看喷砂区厚度( 可视为最高点与最低点的高度差) 保持不变, 表面状态变化不大;若 de-dn 逐渐降低, 则喷砂过程中已喷砂粗糙层后退量较大,喷砂区以下部分被再次喷砂的厚度相对较小,结果来看喷砂区厚度逐渐减薄,粗糙度会有所降低;反之亦然。有趣的是,铝合金基板在 60 目砂多次喷砂后,de-dn 逐渐增大,表明其表面粗化程度在不断增加。而 24 目砂多次喷砂后, de-dn 小幅度降低,15 次喷砂后减小约 25μm, 说明其表面粗化程度略微减弱。
2.2.2 显微结构
采用体式显微镜观测了铝合金基体在 60 目砂, 0.4 MPa 压力下喷砂前后的表面状态变化, 结果如图 7 所示, 喷砂之前, 基体表面非常光滑,表面无明显凸起或凹陷。喷砂一次后, 表面开始出现局部凹陷和凸起, 但凹陷和凸起过渡区域比较平缓。当喷砂次数达到 5 次和 15 次时, 除了表面粗糙度加大、 最低处与最高处的极差相较 1 次喷砂明显增大外, 也出现多处尖角凸起和锥形凹陷, 表明局部区域叠加冲蚀作用强烈。
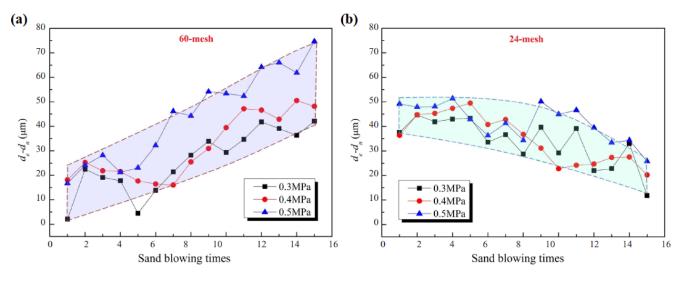
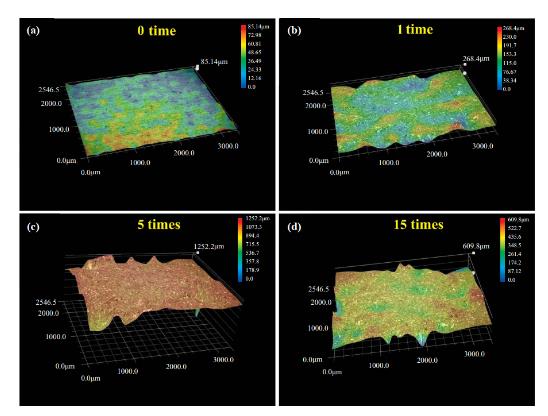
图 7 铝基材表面 60 目 0.4 MPa 喷砂前后表面三维光镜照片:(a) 未喷砂;(b) 喷砂 1 次;(c) 喷砂 5 次;(d) 喷砂 15 次
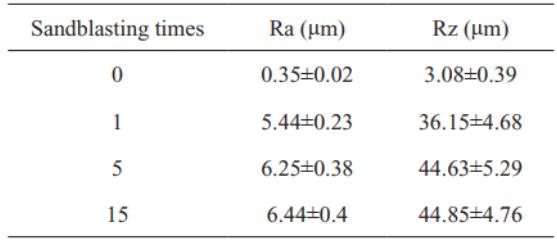
采用表面粗糙度仪进行测试,定量统计了铝合金试片在 60 目 0.4MPa 喷砂前后表面粗糙度的变化,结果如表 2 所示。喷砂前表面粗糙度 Ra 仅有 0.35 μm,1 次喷砂后 Ra 值已经达到 5.44 μm,Rz 也比喷砂前高一个数量级。进一步增加喷砂次数至 5 次, Ra 和 Rz 值均略微增加, 这一结果与喷砂后 de-dn 的变化趋势吻合。进一步增加喷砂次数,粗糙度变化不显著, 表明喷砂条件一定的情况下,增加喷砂次数, 对表面状态和粗糙度的影响可以忽略。
表 2 喷砂不同次数后试片表面粗糙度
2.2.3 抗拉结合强度
金属材料涂覆涂层后若出现损伤, 常用的方式是将损伤区域的涂层去除, 再喷砂处理, 重新喷涂涂层。研究多次喷砂对涂层和基体结合强度的影响, 具有重要的工程应用价值。本研究分别采用等离子喷涂的方式在 60 目砂 0.4 MPa 多次喷砂铝合金基体上制备 YSZ/NiCrAlY 热障涂层体系和丙烯酸聚氨酯层, 探究喷砂对热喷涂无机涂层和有机涂料层两种最典型应用的影响。
热喷涂过程会释放大量热量,为了保证测试数据的准确性,选择了 Φ20× 8 mm 的铝合金试样作为基体,避免高温变形,制备出表面平整的涂层体系。每种条件制备五组抗拉结合强度样品,对测试结果取平均值,结果如表 3 所示。1 次喷砂和 5 次喷砂后的涂层结合强度均大于 23 MPa,表现出良好的结合力,且二者之间差异较低,可以看出喷砂 1 次已经可以达到较好的界面结合,通过增加喷砂次数或延长喷砂时间显然无效。在一些工况下,去除破坏区域后重复喷砂,也能达到初次喷砂的效果。当喷砂次数达到 15 次以后,结合强度降低,仅有17.28 MPa,尽管从前面的结果来看,其表面粗糙度更高。可能的原因是多次喷砂后,试片边缘位置出现了较多的损耗,导致试片中心位置略微突起,使得结合强度测试结果偏低。因此,从实际应用的角度来说,喷砂次数超过 5 次以后,除了需要关注其涂层表面粗糙度塑性变形, 还需要关注不同位置的喷砂损耗, 保持表面状态的一致性。

对 60 目砂 0.4 MPa 多次喷砂的铝合金薄板表面涂覆约 0.05 mm 厚的丙烯酸聚氨酯有机涂层,干燥固化 1 天后, 采用划格法测试其在铝合金表面的附着力,结果如图 8 所示。从图中可以清晰地看出,喷砂 1 次、5 次和 15 次后,涂层在切割边缘完全平滑 ,无一格脱落,即附着力达到 0 级,主要是喷砂增大了表面粗糙度。因此,铝合金薄壁件多次喷砂都能取得较好的附着力,能够满足应用需求。
综上所述,对于铝合金薄壁件,若表面状态良好, 应优先选择 60 目砂粒喷砂, 压力在 0.3~0.5MPa 范围内均可, 降低变形风险。涂层修复等条件下需多次喷砂时, 其粗糙度和结合强度不会发生明显变化, 但会造成基体厚度和质量的降低,同时应确保表面状态的一致性。若表面状态较差,可以选择 24 目砂粒喷砂, 获得较高的表面粗化效率。
与此同时, 对于其它杨氏模量较低、 塑性较好的金属材料, 如镁合金、 钛合金等薄壁件, 本研究结果对实际生产作业能够起到很好的指导借鉴作用。对于杨氏模量较高的金属材料, 如不锈钢或高温合金薄壁件, 需进一步探究喷砂工艺的影响。

本文研究了喷砂工艺对铝合金薄壁件表面状态、 显微结构、 变形情况以及喷涂涂层结合力的影响规律, 主要结论如下:
(1) 1 次喷砂后, 铝合金基体的表面粗糙度明显提升( 粗糙度等级从 N 5 级提升至 N 8~N10) , 厚度也略微增加, 质量变化不明显, 24 目喷砂会造成基体表面明显变形。影响喷砂表面粗化效果的主要因素是砂粒粒度, 喷砂压力的影响较小。
(2) 铝合金薄壁件多次喷砂后质量和厚度线性降低, 影响降低速率的主要因素也是砂粒粒度,喷砂压力为次要因素。60 目砂多次喷砂使表面粗化层的厚度增大, 24 目砂多次喷砂则会减薄表面粗化层。
(3) 铝合金 1 次喷砂,其表面 YSZ 热喷涂涂层结合强度已高达 23 MPa 以上,增加喷砂次数对结合强度的影响不大, 但 15 次喷砂后表面状态的一致性难以保持, 会降低结合强度。对于有机涂层而言,1 次或多次喷砂均能保持较高的附着力,结合力等级达到 0 级。