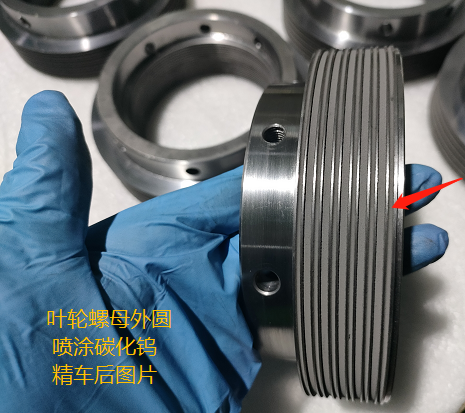
叶轮螺母在使用过程中容易发生磨损,基材本身硬度较低、韧性较差,在磨损一段时间后发生损坏,因此,制备一种高耐磨性能的涂层,延长使用寿命。
在工业中,碳化钨是兼具耐高温与耐磨的理想涂层材料,在器件上喷涂耐磨保护涂层可以大大提升其性能和使用寿命,制备涂层可选择的技术手段多种多样,包括堆焊、热喷涂、激光熔覆等,对于铁镍基合金,采用最多的是热喷涂法。例如在镍基锻造合金表面碳化钨涂层,可采用超音速火焰喷涂,其过程如下:
1、将碳化钨涂层粉末平铺烘干,平铺厚度10~30mm,烘干温度为90~110℃,烘干时间至少2h。
2、将铁基或镍基锻造合金表面用有机溶剂清洗干净,然后采用吹砂方法去除氧化皮等杂质。所述的有机溶剂为乙醇或丙酮。
3、将铁基或镍基锻造合金固定,采用超音速火焰喷涂设备,将上述碳化钨涂层粉末喷涂到铁基或镍基锻造合金表面,喷涂的工艺参数为:喷涂距离360~390mm,送粉速率 65~80g/min,送粉气体压力3.5~4.0bar,获得耐磨涂层。
4、清理铁基或镍基锻造合金表面。
上述的碳化钨涂层粉末成分按重量百分比为Co 15~19%,C 4.5~6%,Fe 0~2.5%,余量为W。
获得的耐磨涂层厚度为0.20~0.35mm,涂层的组织特征为,碳化物在钴基体内均匀分布, 界面污染小于10%,涂层中氧化物含量≤1%,孔隙率≤0.5%,未熔颗粒占40~65%;涂层的拉伸强度至少为69MPa,R15N宏观硬度至少85,HV0.3显微硬度为950~1300,涂覆的涂层经过测试,发动机压气机的前、后机匣寿命从原来的200h提高到1000h。
采用超音速火焰喷涂法喷涂碳化钨耐磨涂层,其工艺可靠,适合批量生产,而且可以应用于各种类型的地面燃气机轮以及能源、电力、印刷等行业的易磨损部件的涂层涂覆,可以有效延长部件的使用寿命,具有广泛的应用前景。