目前,航空发动机高温固体润滑耐磨涂层较多采用热喷涂技术制备 [1] [2] [3] [4] [5] 。与其它制备方法相比,热喷涂技术具有以下优点 [6] [7] :可喷涂的材料范围广,包括各种金属及合金、陶瓷及金属陶瓷、塑料、非金属矿物等几乎所有固态工程材料;能够在多种金属粘结相上形成涂层,包括金属基体、陶瓷基体、塑料基体、石膏、木材甚至纸板上都能喷涂;不受被喷涂工件尺寸和施工场所的限制;涂层沉积效率较高,涂层厚度容易控制;施工艺灵活,方便,迅速,适应性强;热喷涂施工对基体的热影响小;成本低,经济效益显著。因此,在各工业领域,热喷涂已发展成为一种不可缺少的热加工技术。等离子喷涂NiCr/Cr
本文采用包覆技术制备了NiCr/Cr
2.1. 材料制备
按一定比例在分别在Cr
本实验采用镍基高温合金作为基体材料,喷涂之前需要对基体进行预处理。首先,把基体放在洗衣粉水中超声10 min,以除去基体表面的油渍和其它脏东西。清洗并干燥后,采用GS-943型吸入式干喷砂机对基体的喷涂表面进行喷砂预处理,以提高涂层与基体的结合强度。
采用APS-2000K型等离子喷涂设备制备涂层。为了提高涂层与基体的结合强度,喷涂之前先在基体上喷涂NiCrAl粘结层,其厚度一般为0.1~0.15 mm。经优化的涂层喷涂参数如表1所示。
2.2. 材料表征
粉体和涂层的组织结构采用FEI Quanta 200 FEG电子扫描显微镜进行观察;涂层的物相表征在Philips X’ PERT X射线衍射仪上测试。采用德国Linseis Messgeraete GmbH.L75/1550高温热膨胀仪测试涂层热膨胀系数。测试前将涂层线切割为
涂层抗热震性能测试:采用SX-5-12型马弗炉对粉体进行抗热震性试验。将试样分别置于700℃、800℃和850℃的电阻炉内保温5 min,然后取出迅速投入室温下的水中,观察涂层出现裂纹及脱落的次数,一般要求经过7次抗热震实验,涂层仍不开裂、不剥落为合格。
3.1. 粉体和涂层的显微结构分析
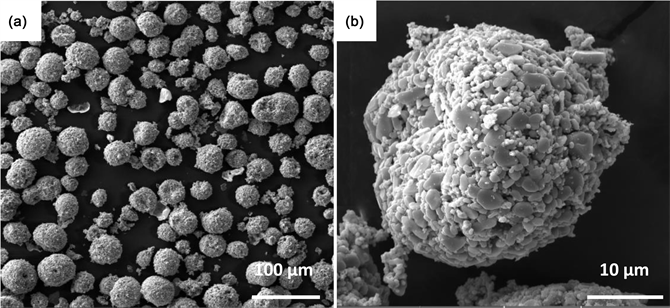
图1是等离子喷涂NiCr/Cr
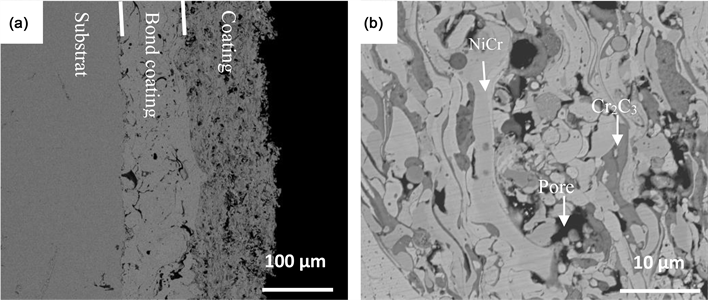
图2是等离子喷涂NiCr/Cr
3.2. 涂层的物相结构分析
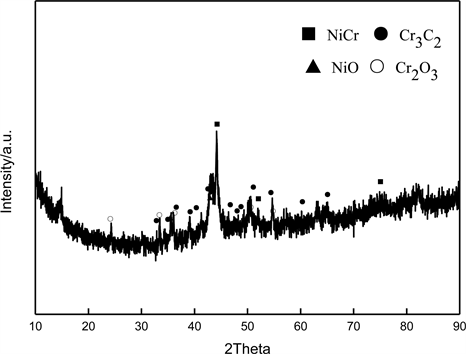
图3是等离子喷涂NiCr/Cr
|
Voltage (V) |
Current (A) |
Powder feed rate(g/min) |
Spray distance (mm) |
Ar |
H2 |
|||
|
Flow rate(L/min) |
Pressure (MPa) |
Flow rate(L/min) |
Pressure (MPa) |
|||||
|
65 |
500 |
30 |
120 |
40 |
0.6 |
2.5 |
0.6 |
|
Table 1. Parameters of the APS thermal sprayed coatings
表1. 等离子喷涂涂层热喷涂参数
3.3. 涂层的抗热震性能分析
表2是等离子喷涂NiCr/Cr
|
Times of thermal shock tests |
|||
|
|
|
|
|
|
NiCr/Cr |
≥10 |
≥10 |
≥10 |
Table 2. Thermal shock tests of the APS sprayed NiCr/Cr 3C 2 composite coating
表2. 等离子喷涂NiCr/Cr
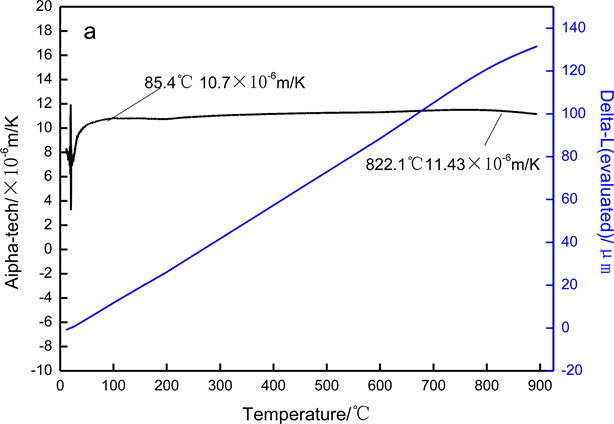
Figure 4. Coefficients of thermal expansion of the APS sprayed NiCr/Cr
图4. 等离子喷涂NiCr/Cr
为了进一步研究涂层和结合层以及结合层和基体之间的热膨胀系数的匹配性,测试了等离子喷涂NiCr/Cr
1) 等离子喷涂NiCr/Cr
2) 热喷涂以后,涂层的主晶相为NiCr和Cr
3) 涂层在700℃、800℃和850℃时抗热震性能良好,均满足使用要求。