
摩擦磨损造成的能量和物质损失均源自材料表面,因此,各类表面工程技术已成为提高零构件材料减摩、耐磨性能的重要方法,其中最常见的应用便是耐磨涂层。市场上制备材料表面涂层的方法较多,包括热喷涂、化学气相沉积(CVD)、物理气相沉积(PVD)、电镀等,热喷涂技术是应用最广泛的表面工程技术之—,在航空发动机、重型燃气轮机等高端装备的科研和生产中有着不可替代的作用。
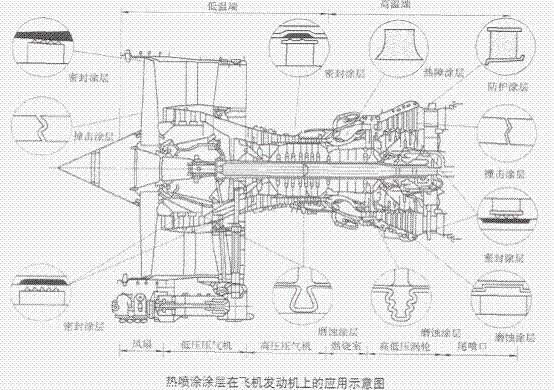
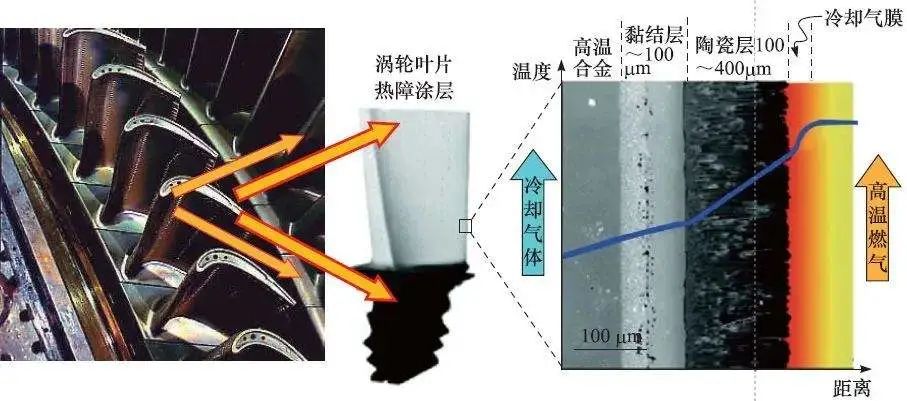
减摩耐磨涂层是热喷涂技术的重要应用领域,以航空发动机为例,机匣气路封严涂层、级间篦齿耐磨涂层、叶片榫头抗微动涂层、叶尖耐磨涂层、叶片阻尼台耐磨涂层等均采用热喷涂技术制备。因此,国内外研究人员对热喷涂技术及其在减摩耐磨涂层中的应用开发十分重视。
热喷涂技术是利用热源将粉末、丝材、棒材等原材料加热到熔融、半熔融或塑性软化状态,同时通过高速气流将其加速喷射撞击到经过预处理的工件表面,形成具有特定功能的涂层。与其他表面工程技术相比,热喷涂技术易于实现以高沉积速率完成大面积涂层的生产,且喷涂过程可借助机器人实现自动化,有利于保证批量生产中涂层的生产效率和质量稳定。
热喷涂技术的局限性小,对零件基材状态、预处理没有过高的要求,而且喷涂原料范围广,涵盖金属、合金、陶瓷、金属-陶瓷、高分子材料等。因此,热喷涂技术在航空航天、石油化工、电子电气、汽车、医疗、海洋、矿业等领域得到了越来越多的应用。
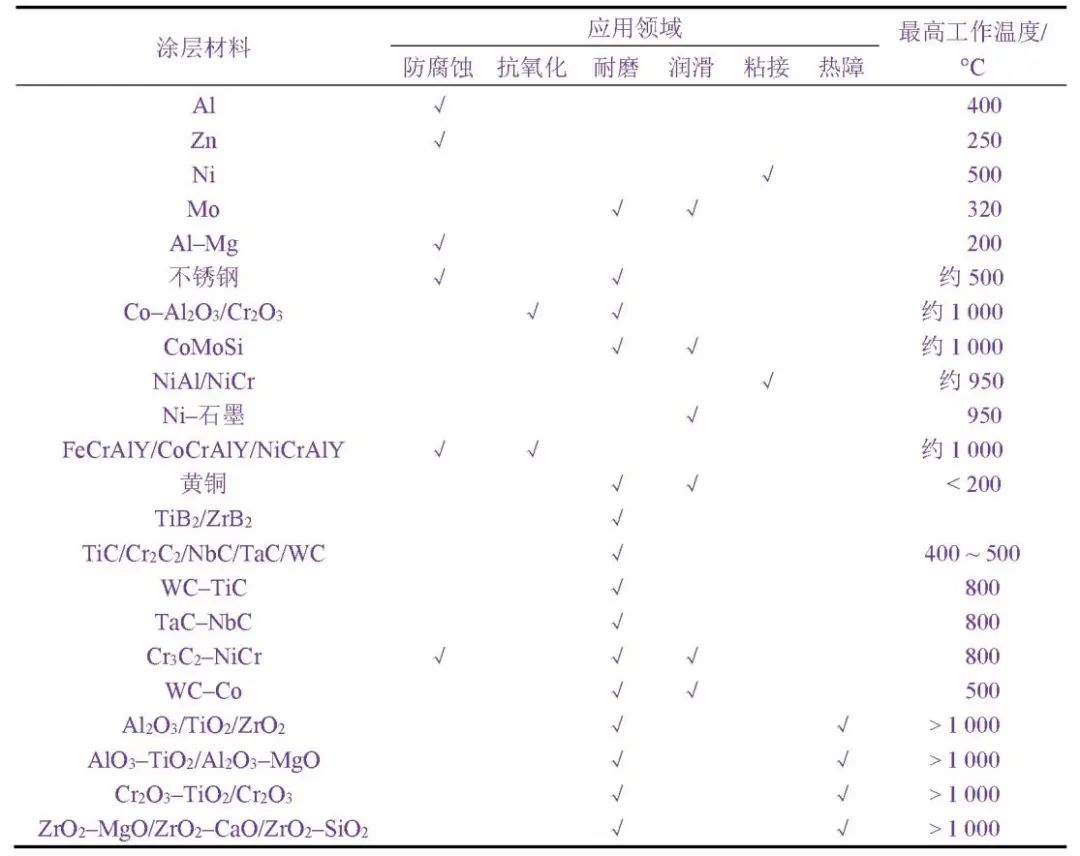
常见热喷涂材料及应用
影响热喷涂涂层性能的主要因素是原料在喷涂焰流中的熔融状态(温度)和飞行速度(微粒的动能)。在大气等离子喷涂之后出现的各种热喷涂技术,无一不是通过提高微粒温度或速度来获得性能优异的涂层。此外,由于等离子喷涂、爆炸喷涂等技术无法使用纳米粉体进料,在制备纳米结构涂层时只能通过造粒将其制为微米级粉体用于喷涂,喷涂工艺和涂层性能均受到限制。因此,研究人员还开发了悬浮液等离子喷涂(SSPS),以便获得特定组织的纳米结构涂层。
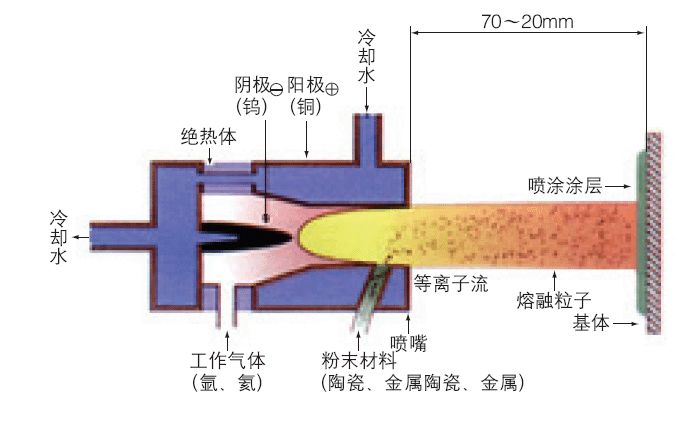
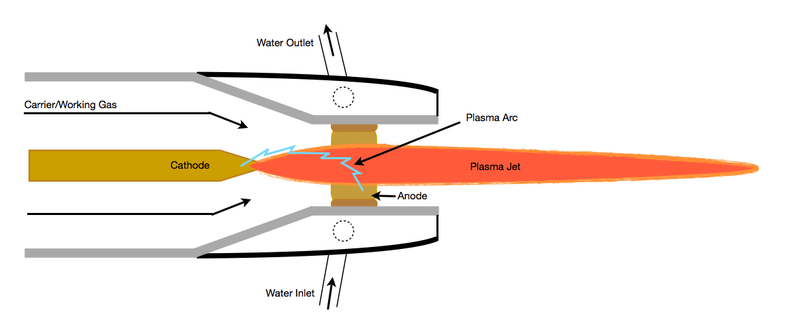
大气等离子喷涂(APS)是应用最早、最广的一种热喷涂技术,整个喷涂过程在大气环境下进行。APS通常利用Ar、N2和He作为工作介质,其核心部件是等离子喷枪,工作原理是在阳极和阴极之间通入上述工作气体作为介质,使其电离并产生等离子弧,通过等离子弧的作用进一步将喷涂材料加热至熔融或半熔融状态后进行喷涂。
APS制备的涂层因具有较高的结合强度等特点而成为摩擦学界研究的热点,具有较高的温度,但其喷涂过程中微粒的飞行速度较低(约300m/s),导致微粒在焰流中易出现氧化、分解或过热等问题,难以满足较高的工况要求。因此,研究人员在其基础上研究出微粒飞行速度更高的超音速等离子喷涂。
超音速等离子喷涂(SPS)技术是利用等离子弧与高速气流混合时出现的“扩展弧”可以得到稳定聚集的超音速等离子射流,相比于大气等离子喷涂,微粒飞行速度更高,微粒以更大的动能撞击基体,有利于产生更强烈的钉扎作用和更好的铺展,涂层致密度和结合强度也就更高。
采用SPS技术制备出的涂层具有致密的层状结构、较高的粘接强度等优异性能,它不仅适用于制备高熔点陶瓷涂层,还适用于制备金属-陶瓷复合涂层和常规金属涂层。目前,SPS已经成为较前沿的热喷涂技术,并得到市场认可。
一个比较典型的应用是热喷涂Mo涂层,Mo具有高熔点(2620℃)、高硬度、高强度、抗高温粘结等优点,热喷涂Mo涂层作为耐磨涂层被广泛应用于材料表面强化或尺寸修复,Mo也可以作为热喷涂耐磨涂层的增强相。由于Mo熔点高,以往主要采用APS制备,但APS钼涂层易出现的孔隙降低了它的硬度和耐磨性。不过SPS技术虽可制备出结构致密且结合强度高的涂层,但是在喷涂过程中仍存在碳化物脱碳、粉末氧化等问题。
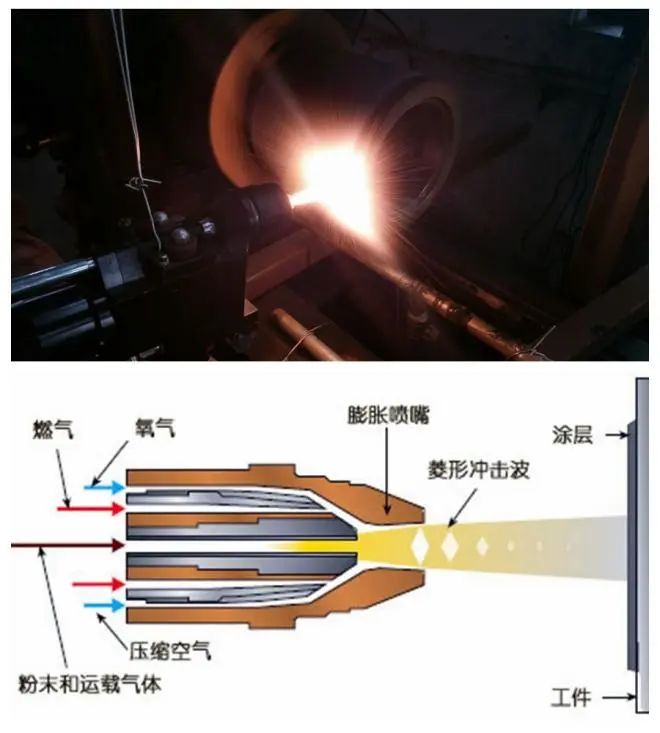
超音速空气燃料喷涂(HVAF)是在超音速火焰喷涂(HVOF)技术的基础上发展起来的,两种喷涂技术的主要不同点是HVAF采用压缩空气为燃料代替氧气,两者在火焰温度和粒子飞行速度方面也都有一定差异。
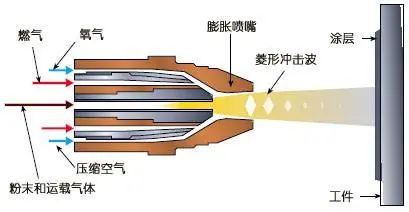
HVOF被广泛用于金属-陶瓷耐磨涂层的制备,包括WC-Co、WC-Co-Cr、NiCr-CrgCz等涂层;但是HVOF工艺中,碳化物在喷涂焰流中易发生脱碳而生成脆性相,极大地影响了涂层的耐磨性。
HVAF工艺火焰温度较低(低于2000°C),但粒子喷射速度更高,较低的火焰温度改善了原始粉末的过熔和过度氧化的问题,涂层中氧化物含量明显减少,也有利于抑制喷涂原料中纳米微粒在喷涂过程中的长大,在很大程度上改善了HVOF技术导致喷涂原料热退化的现象。因此,相比HVOF技术,HVAF技术能以较高的沉积效率,制备出孔隙率低、与基体结合强度高的涂层。
HVAF较低的焰流温度有助于进一步抑制喷涂过程中非晶材料的过热和结晶,在制备铁基非晶涂层方面有着明显的优势。铁基非晶材料具有低成本、高强度、高耐磨性等优点,并且热喷涂过程中熔融粒子冷凝速度极高,利于非晶的形成,所以热喷涂铁基非晶涂层是硬质耐磨涂层的研究热点。
爆炸喷涂技术的原理是利用气体爆炸后产生的能量将粉末原料加热熔化,使其以极高速度沉积在工件表面,形成坚固的涂层。该技术在航空发动机等关键零部件修复和耐磨防护中表现出无法替代的优势,受到世界范围的研究和重视,已成为生产高质量耐磨涂层最有效的技术。
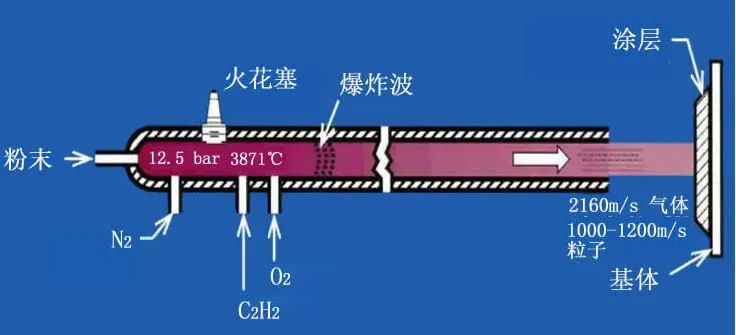
爆炸喷涂也特备适合制备多相复合涂层,例如用于弹性箔片气体轴承启停阶段的润滑防护的宽温域固体润滑涂层NiCr-Cr2O3-Ag-BaF2/CaF2涂层(PS304),其中金属粘接相、润滑相(软金属Ag、氟化物共晶)、陶瓷耐磨相之间理化性能差别大,采用爆炸喷涂的结合强度高于APS、HVOF所制备的该涂层,同时相比于HVOF,爆炸喷涂可以沉积更多的BaF2/CaF2。
由于爆炸喷涂是脉冲式进行的,基体受热时间短,碳化物粉末原料发生氧化、脱碳现象的程度较其他热喷涂技术低,因而可以保证涂层组织与粉末成分的一致性,这一特点也使其在沉积易分解材料方面具有一定优势。
超低压等离子喷涂技术(VLPPS)是在低压/真空等离子喷涂(LPPS)技术的基础上,通过熔化液滴在进一步降低压力的真空室中,同时大幅提高等离子喷枪功率,将粉未加热、加速,并达到一定比例的气化,最终沉积形成涂层。LPPS在5000~20000Pa下进行,而VLPPS是在小于100Pa的低压室中应用100kW以上大功率等离子喷枪进行喷涂。
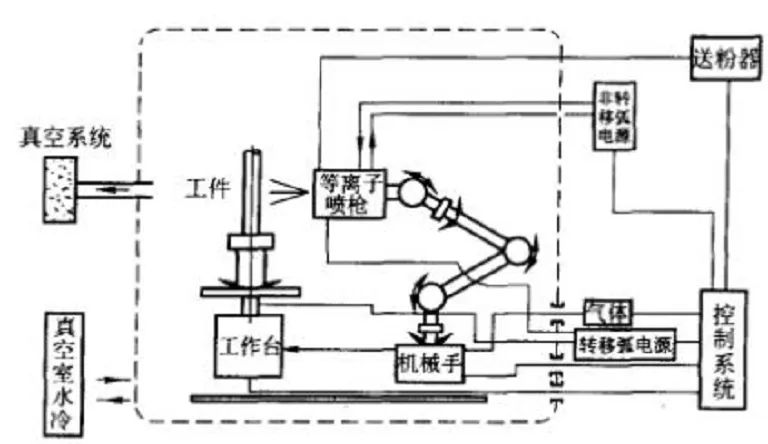
传统的热喷涂技术主要用于制备厚度超过100um的涂层,由于VLPPS的焰流温度和速度分布比LPPS更均匀,且覆盖面积大,且等离子体焰流及喷射距离较长,适用于快速制备大面积、致密均匀的薄涂层,可填补在大型基材上制备厚度为5~100um涂层技术的空白。VLPPS涂层的微观形貌既可以呈现出层状结构(类似于APS和LPPS涂层),也可以呈现出柱状结构(类似于PVD或CVD涂层)。
目前,VLPPS作为一项前沿的热喷涂技术多被用于制备热障涂层,研究人员主要研究其抗氧化性能,应用该技术制备减摩耐磨涂层的相关研究较少。
6.悬浮液等离子喷涂
纳米结构有利于提高涂层韧性、耐磨性等方面,但由于纳米颗粒的粒径小、质量小,传统的热喷涂过程中无法在常规条件下直接注入纳米粉末原料,从而出现粉末团聚,堵塞进粉系统等问题。此外纳米粉末由于热能较高,在喷涂过程中会迅速分解。悬浮液等离子喷涂(SSPS)技术的出现解决了这一问题,它的核心原理是将原始粉末和水或有机溶剂混合在一起形成悬浮液,主要用于纳米涂层的制备,应用此方法制备纳米涂层时可在很大程度上避免出现粉末团聚、堵塞进粉系统等问题。
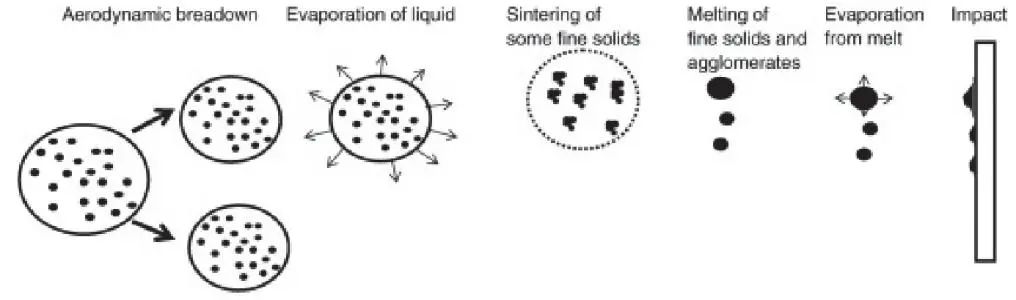
由于粒子在注入等离子射流之前就为液态,焰流密度较高,因此SSPS中等离子体流向基体的热流密度比常规APS在相同功率水平下的热流密度要高一个数量级,可以制备传统喷涂技术不能制备的涂层,如直接将APS工艺无法喷涂的颗粒(如SiC)掺入陶瓷基体中。
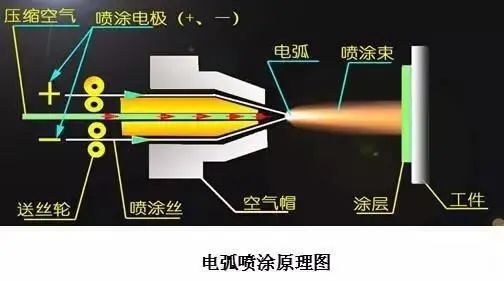
7.高速电弧喷涂
电弧喷涂技术主要应用于防护涂层中,其原理是应用2根连续且均匀送进的金属丝短接产生电弧,并以此熔化金属丝,外加压缩空气使熔融颗粒雾化并且加速,熔融的液滴撞击经过预处理的基材表面发生变形、展平,并快速凝固、沉积,逐渐形成涂层。
早期的电弧喷涂技术制备的涂层存在孔隙率较大、与基体的结合强度较低等问题,因此,研究人员在普通电弧喷涂技术的基础上研究出高速电弧喷涂技术(HVAS)。HVAS对喷枪部分进行了优化,在一定程度上提高了雾化气体压力和流速,缩短了粒子飞行时间,降低了粒子被氧化的程度,提高了粒子变形与合金化程度,从而改善了涂层的微观结构。相比普通的电弧喷涂,HVAS具有较高的电弧稳定性、沉积效率以及涂层组织致密程度。
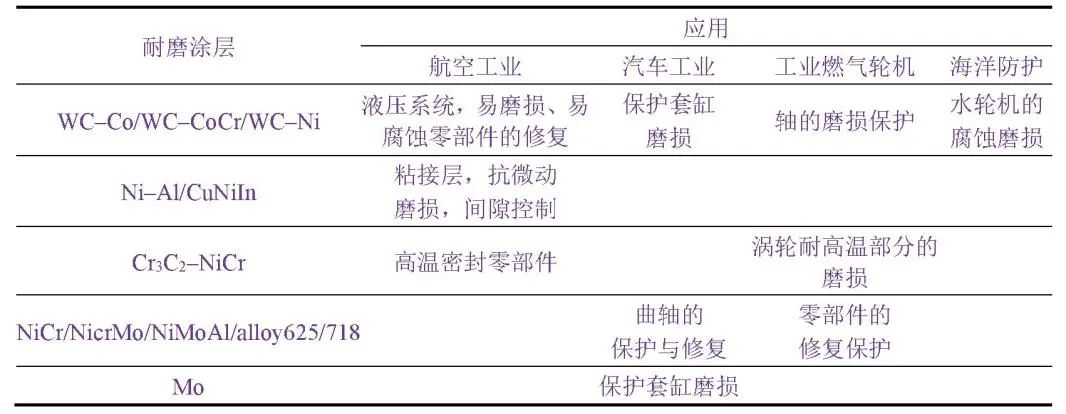
不同热喷涂耐磨涂层的应用领域
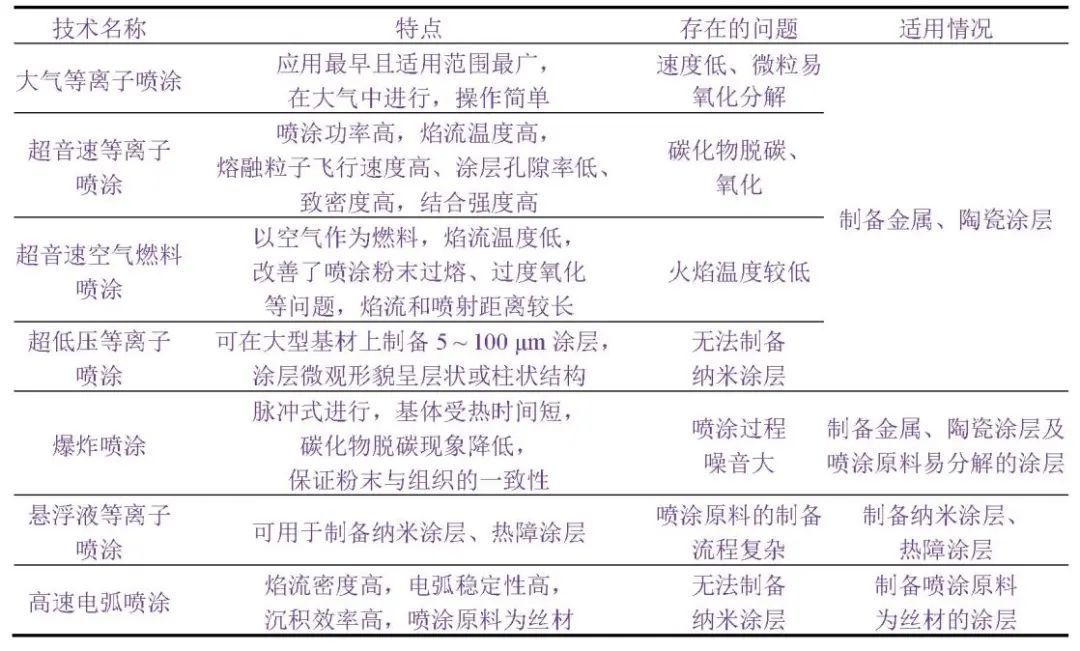
不同热喷涂工艺的优缺点及适用情况
文章转载自微信公众号:粉体圈