
(一种可快速且无损测量热喷涂涂层厚度的新型技术,实现在工艺早期控制及早发现偏差并进行纠正。)
当把气缸发动机曲轴箱内的8个传统灰铸铁镶件换成热熔喷涂铁基涂层后,对气缸孔区域内铝铸件的孔隙率和力学性能要求非常高。
实际生产过程主要包括四个步骤:精密镗孔(精镗),粗化,涂层和后处理。在上述的各步骤之间,为了确保质量必须进行测试。必须根据零件数量、应用程序和关键质量参数进行100%的测试。精镗的目的是在最终加工后根据所需的涂层厚度将孔对准曲轴轴线以及扩大孔隙。此时需确定形状和位置公差,并且还产生圆柱度。关于涂层厚度,后续只可以校正非常有限的位置公差,其厚度为几百微米。 因此,在粗化和涂层过程之前需要将孔设定在适当位置。
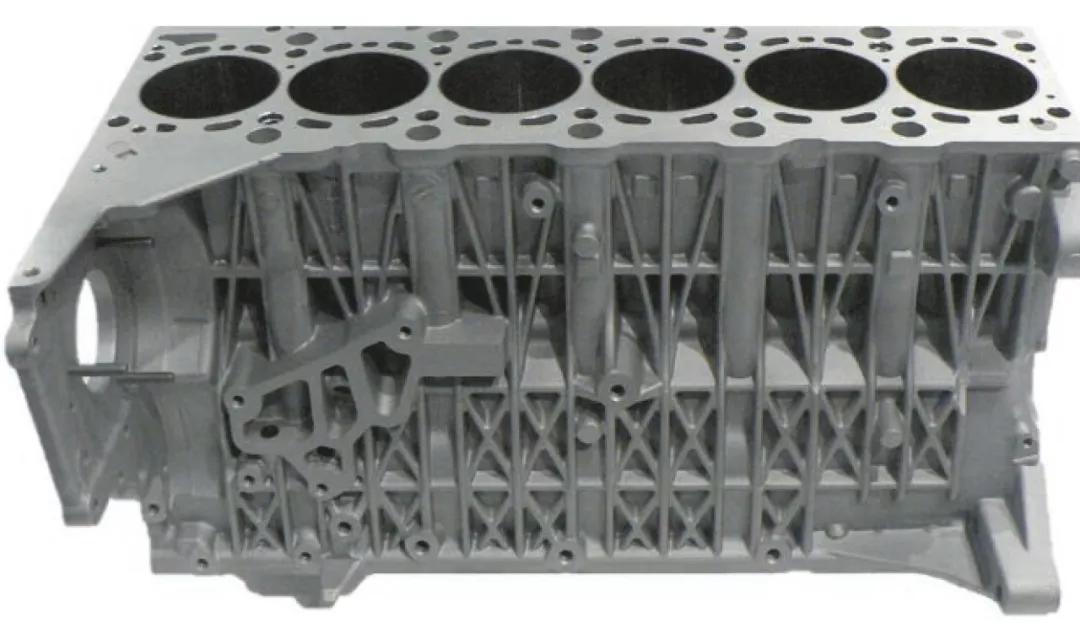
图一 把气缸发动机曲轴箱内的8个传统灰铸铁镶件换成热熔喷涂铁基涂层后,对气缸孔区域内铝铸件的孔隙率和力学性能要求非常高。
粗化圆柱表面的目的是产生所需的涂层附着力。该步骤可通过喷砂刚玉,高压或脉冲低压流体喷射或通过纯机械加工来完成。 用于使待涂层表面粗化能在单独的设备中进行刚玉喷砂和流体喷射工艺。
通常可以在相同夹紧中精镗后进行曲轴箱的机械粗化。因此,可在没有偏移的情况下引入粗化轮廓。接着使用光学图像识别技术来检测表面缺陷并对其再加工进行分类。在刚玉喷砂的情况下,这种表面缺陷可以嵌入刚玉颗粒中; 在流体射流的情况下,主要是剥离相和扩张的孔。

图二 为了测量涂层厚度,把测量光学元件插入到气缸孔中(上孔开口),因此,可以在圆周和缸内深度的任何位置可靠测量出涂层厚度。
当机械粗化时,将凹槽轮廓切入铝材中。这个轮廓的形状,凹槽和金属光泽的表面令它不适合使用相机系统进行检测。
热喷涂工艺的特征在于涂层材料通过热源(例如等离子火焰)熔化,并通过气流旋转喷涂到部件上。液体颗粒在与表面接触时突然凝固并出现分层,从而产生涂层。通过基于粉末的大气热喷涂,几乎可以对所有材料进行加工。该层光谱范围从热塑性塑料、金属和碳化物,到陶瓷层。铁基涂料具有所需的摩擦学性能,可作为线材或粉末使用。 线电弧喷涂,等离子体转移电弧(PTWA)和旋转单线(RSW)是电线涂层工艺的实例。
基于粉末的大气等离子喷涂涂层除了金属以外,还提供了陶瓷材料喷涂的选择。低合金碳钢主要用于燃气和柴油发动机运行表面的涂层。该涂层是不均匀的,不仅由熔融和凝固的颗粒组成。在涂层内部,氧化物和碳化物以及孔洞堆积,使其频率在1%到4%之间,这取决于工艺参数和工艺的选择。这些孔在珩磨后用作润滑剂储存器并将润滑剂固定到指定位置。故此,使活塞环/活塞与气缸壁之间的摩擦力降到最低,从而减少了油耗,提高了发动机的使用寿命。
仍未加工的热喷涂涂层的厚度必须遵循狭窄的允许范围。任何偏离指定公差的情况都可能导致后续加工过程中珩磨工具的后续再加工和销毁。
在工艺早期测量涂层厚度,可以省去增值链中的任何后续处理步骤,例如涂层厚度过低。对于粗糙的喷涂表面,传统涂层厚度测量仪器具有低重复精度,因此不适合质量保证。通过显微照片进行随机检查是非常耗时的,并且不允许对涂层工艺进行无缝且无损的检查。相反,Winterthur公司的设备CoatMaster可测量表面1-3毫米的直径的区域得出涂层厚度。结果显示,即使在高粗糙度下,也实现了1至2%的高重复精度,测量时间少于一秒。因此,在批量生产中也可以测试每个孔的多个测量点。
该测量仪器基于热涂层测试的工艺设计的。该装置的光源将喷涂的涂层表面加热几毫秒到几摄氏度。它基于光热法及涂层与基材导热率差异测出热喷涂层的膜厚。
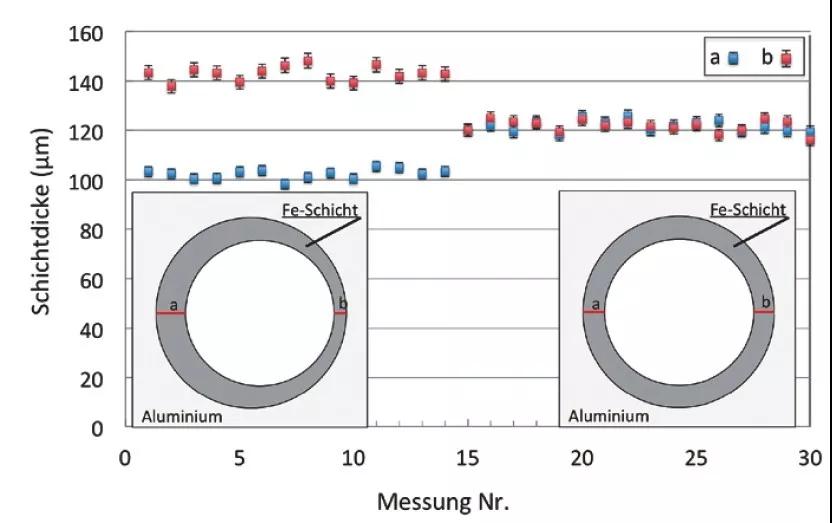
图三 相对的点(a,b)处从底部到顶部测量油缸工作表面内的涂层厚度。
测量点1-15为曲轴箱1,测量点16-30为曲轴箱2
该设备所使用的光源类似照相机的闪光灯,并且不会对人体或环境造成任何危害。每个测量过程分析超过100,000个温度读数,然后确定涂层厚度。可以在距离最远1米的距离测量,可测量表面2至50毫米直径的区域。单次测量的误差通常低于1%。涂层厚度可以高达2 Hz的频率进行记录。通过光学测量探头(图2),自动测量整个气缸工作表面分布的各测量点,自动记录测量厚度。 Oerlikon Metco公司的SumeBore运行表面涂层技术负责人Peter Ernst博士说道。“CoatMaster可以直接在工艺过程中以非破坏性方式对热喷涂涂层进行精确,快速的涂层厚度测量。可以快速检测和纠正影响涂层厚度的工艺偏差”,
表面粗糙度的降低
在最终的珩磨工艺中,需去除喷涂表面上的粗糙结构,因此表面的粗糙度需降低到5微米范围内的平均粗糙度。
Prof. Dr. Nils A. Reinke, CEO
Winterthur Instruments AG, Winterthur, Tel. +41 52511 8730,
nils.reinke@winterthurinstruments.ch, www.winterthurinstruments.ch