
热喷涂技术中心现有德国GTV arc以及多套国产电弧喷涂设备,并将完成美国UniqueCoat HVAF-ARC超音速电弧喷涂系统的购置,可完成各种内外孔及复杂形状工件的喷涂,加工精度高,产品质量重复性优异。
一、电弧喷涂系统用途和原理
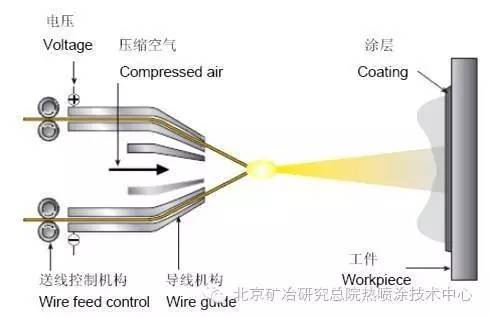
(1)常规电弧喷涂原理
电弧喷涂是利用燃烧于两根连续送进的金属丝之间的电弧来熔化金属,再用高速气流把熔化的金属雾化并对雾化的金属粒子加速使其喷向工件形成涂层的技术。电弧喷涂是钢结构防腐蚀、耐磨损和机械零件维修等实际应用工程中最普遍使用的一种热喷涂方法。
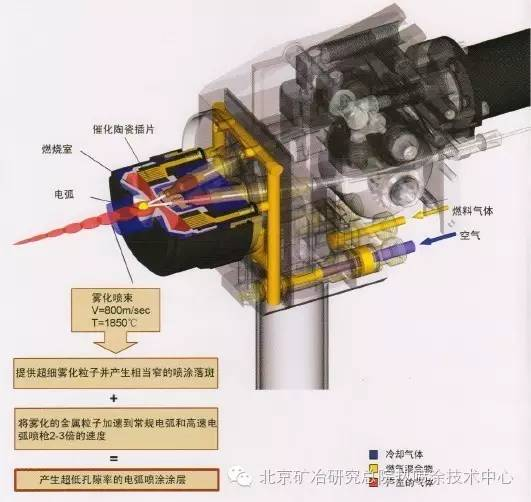
(2)超音速电弧喷涂原理
超音速电弧喷涂是利用电弧熔融固体和粉芯丝材,并利用HVAF高速燃气喷束雾化和加速熔融离子。喷涂头大小与常规电弧一样,但含有一环形燃烧室雾化器围绕的线材接触点。在这个相当短的燃烧室内有一个热催化插片激活空气-燃料的燃烧并保持燃烧稳定。燃烧室产生的高速气流直接进入电弧区域,熔化熔融材料,加速粒子并将其推进到基材表面形成涂层。由于这种气流氧含量低、速度快,弥补了普通电弧喷涂孔隙率和氧含量高的缺点,所以喷涂的涂层较普通电弧喷涂涂层更为致密、细腻、结合强度更高。
二、电弧喷涂特点
1、工艺操作简单、成本低,设备灵活机动。
2、涂层质量较好,结合强度高、孔隙率较低。
3、生产效率高,适合进行大面积喷涂作业。
三、电弧喷涂系统主要指标
(1)普通电弧喷涂主要指标
1、额定输入功率:8kW
2、额定输出功率:7kW
3、额定输出直流电流:200A
4、压缩空气压力:0.6~0.8MPa
5、压缩空气流量:70m3/h
6、喷涂丝材直径:1.8mm
7、送丝速度:0~6m/min(可调节)
8、典型喷涂丝材种类:铝、锌、碳钢、不锈钢、镍铬、铜、巴氏合金等
(2)超音速电弧喷涂主要指标
1、最大电弧电流:300A
2、电弧电压:20~38VDC
3、燃料气体:丙烷、天然气
4、空气消耗量:40cfm
5、空气压力:7~9Bar
6、燃料消耗量(丙烷):0.068kg/min
7、燃气压力:7~9Bar
8、线材直径:1.6mm/2.0mm
9、典型喷涂丝材种类:铝、锌、碳钢、不锈钢、镍铬、铜、巴氏合金、粉芯丝材等
四、电弧喷涂系统主要结构
电弧喷涂系统结构较简单,由喷涂电源及控制装置、电弧喷枪、送丝机及压缩空气供给系统等组成。
