
摘要:在地面台或核心机上开展热障涂层试车需耗费巨大的人力物力, 且无法捕捉涂层损伤演化的关键信息。 通过研制高速旋转涡轮叶片热障涂层动态服役环境模拟与测试装置, 并在转子叶片热障涂层表面敷设高温电阻应变计与热电偶可实现服役过程中的应变损伤与温度场的实时检测。 敷设方法选择陶瓷棒火焰喷涂, 应变计的温度补偿通过高温升降炉来实现, 同时也开展了静态热冲击考核对比实验。 结果表明转速 6000 r/min、 服役温度 1000℃时涡轮叶片截面温差为 103℃, 提高转速后热障涂层温度降低但主应变显著提高, 吸力面主应变大于压力面, 在平行于缘板方向应变梯度最大。 在动态热冲击循环测试中涂层失效前测点主应变为 0.23%~0.82%,高于静态测试的 0.04%~0.67%, 各测点均为拉伸变形。高速旋转热障涂层经历 128 次热循环剥落失效, 失效原因为应变损伤的累积以及离心载荷作用下裂纹的迅速扩展。
关键词:涡轮叶片; 热障涂层; 模拟考核试验平台; 实时检测
引言
涡轮叶片热障涂层服役在高温、高速旋转、冲蚀、 腐蚀等热力化载荷耦合的环境下,依靠常规的拉伸、氧化、热力疲劳等实验方法难以准确研究其失效机制,传统的非接触式无损检测方法很难捕捉其在热应力、离心力、气动力等复杂载荷作用下的损伤演变信息。研制涡轮叶片热障涂层热力化耦合模拟测试装置,实现高速旋转热障涂层与燃气交互作用下湍流、热斑以及复杂应力场的模拟和检测,对分析工作叶片热障涂层的破坏机理与服役可靠性至关重要。
针对热障涂层的热冲击考核测试国内外开展了大量研究, 北京航空材料研究院、北京科技大学等通过考核热障涂层的热循环寿命,指导新型涂层的设计与工艺优化,湘潭大学通过声发射技术与数字图像相关法结合的方式首次实现了导向叶片热障涂层在服役过程中应变演化和裂纹损伤模式的实时检测。荷兰 NLC 和加拿大 NRC 研制的 LCS-4 系列高速燃气装置通过燃烧柴油等产生高温、高压燃气对样品进行加热,实现热障涂层样品在旋转状态下的考核。 美国cincinnati 大学研制的动态模拟装置将热障涂层样品固定在旋转轴上模拟离心力,燃气喷枪对多个旋转样品同时进行加热。 中国航发动研所、涡轮院等在核心机或整机试验台上开展了涡轮叶片动应力测试,实验时在发动机前端布置引电器, 通过全转速范围试车测试涡轮叶片的共振频率、 共振转速以及高周疲劳损伤。 然而, 这些工作多数是针对热障涂层静止件的考核或对试件进行象征性的绕轴旋转, 也有针对转子叶片基底强度的考核测试但未涉及涂层失效领域。 在热障涂层静止件的考核中时检测技术应用比较成熟,在高温燃气冲击与高速旋转作用下热障涂层应变场与温度场的实时检测仍是领域内的难点与空白点。
试验
试验样品
试验样品为带热障涂层的燃气涡轮转子叶片,多个涡轮叶片在涡轮盘上呈圆周均布, 通过卡具固定后随涡轮盘高速旋转。 热障涂层体系由基底、 粘结层、 陶瓷层组成, 基底材料为镍基高温合金, 采用超音速火焰喷涂工艺制备了厚度为 80μm NiCrAlY 粘结层, 采用电子束物理气相沉积工艺制备了厚度为 120 μm 的 YSZ 陶瓷层。
为了解决热障涂层地面试车前考核评价平台缺失、 关键损伤参数不清的难题, 研制了涡轮叶片热障涂层热力化耦合动态试验模拟与测试装置。装置通过高速电机带动载有涡轮盘的主轴旋转,超音速燃气喷枪使用航空煤油做燃料, 纯氧做助燃剂, 喷枪在导轨的带动下可深入燃烧室对旋转的涡轮叶片进行加热, 涡轮叶片最大旋转直径为460 mm。 图 1(a)、 (b) 分别为同时点燃六把燃气喷枪和喷枪深入燃烧室效果图。 试验选择 6000 r/min、 1000 ℃ 作为主要考核工况, 即涡轮叶片以6000 r/min 速度旋转时热障涂层表面最高温度需要达到 1000℃。 一次热冲击循环包括升温、 保温阶段共 5 min 和降温阶段 5 min。 实验开始前涡轮叶片以预定转速旋转, 点燃的喷枪在导轨上前进时开始计时。 保温阶段结束后, 喷枪从燃烧室中移出热障涂层开始降温, 降温过程结束后叶片停止旋转。 为分析不同服役转速对涂层表面温度以及应变损伤的影响, 对比转速选择 5000 r/min 和4000 r/min。
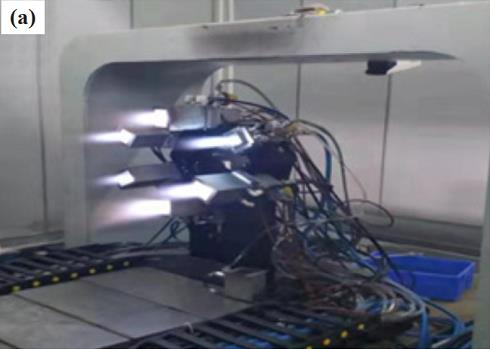

图 1 导轨上点燃的燃气喷枪: (a) 同时点燃六把喷枪; (b) 喷枪深入燃烧室
实时检测方式
动态装置的实时检测系统由高温电阻应变计、测温热电偶、 高温引线、 导电滑环和分析系统组成。 应变计和热电偶安装在热障涂层表面, 微小形变会引起热障涂层表面应变计阻值的变化,应变仪通过采集电信号变化进而获取形变信息。导电滑环工作时转子端( 滑环外壳) 高速旋转的电刷与静子端( 被卡具固定) 的金属环时刻保持滑动接触, 从而将电信号持续、 稳定传出。 如图2 所示, 应变计和热电偶引线与高温导线储能焊接后在涡轮盘表面均匀布置然后接入导电滑环,为防止导线在高速旋转过程中损坏, 需使用高温合金薄片进行全程的点焊固定。 信号线经导电滑环静止引出后连接远端的应变仪、 测温仪等分析设备。
应变片与热电偶的安装方式
固定在热障涂层表面的应变计、 热电偶,不仅要面临高温、高速旋转的服役环境, 还要承受高压的燃气冲刷,极易发生脱落并扯断引线 。为保证信号传输的稳定性,本文应变计与热电偶的安装方式采用火焰喷涂法。 所用设备为 ROKIDE 火焰喷涂系统, 其原理是利用乙炔和氧气燃烧产生的高温火焰将氧化铝棒材雾化成熔滴喷射在热障涂层表面, 进而固定应变计和热电偶。实验所用 Vishay 应变计型号为 ZWPNC-063-120,标 称 阻 值 120Ω, 最 高 工 作 温 度1038℃。
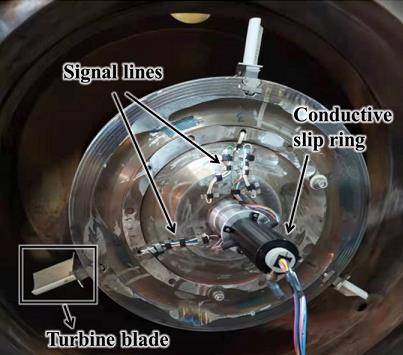
图 2 涡轮盘表面信号线的布置
为保证安装应变计的存活率, 应变测点应避开应变梯度较大的位置, 选取平整易于喷涂固定的区域。 同时参考相关文献, 应变计最为理想的敷设位置在叶片尾缘中上部( 距叶尖 15 mm,距尾缘 5 mm) , 此位置在承受较大动应变的同时, 也承受着较大的离心载荷。 同一测点在不同方向上的应变梯度不同, 应变示值也会存在差异,为了探究热障涂层不同方向上的应变梯度, 如图3 在三个叶片的吸力面测点互成 45° 安装电阻应变计。 为了对比压力面与吸力面应变差异, 在图3(c) 吸力面测点对称的压力面同样以 90° 安装应变计。 由于过多测点的喷涂会影响涡轮叶片本身的振动特性, 并且难以在同一叶片上完成多条引线的平衡布置, 因此将同级涡轮盘上的涡轮叶片做等效处理, 即认为同时服役的带热障涂层涡轮叶片状态一致。
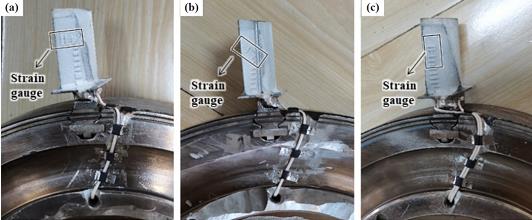
图 3 在不同角度安装应变计的热障涂层叶片: (a) 0° ; (b) 45° ; (c) 90°
结果及分析
温度测量结果
2.1.1 截面温度分布
为测量高速旋转热障涂层的截面温度场, 在应变测点所在截面选取了 9 个点进行温度测量,其中测温点 5 和 6 与尾缘应变测点位置一致。6000 r/min、 1000 ℃服役时设备的加热参数如表 1。
表 1 转速 6000r/min、 温度 1000℃时的测试参数

由图 4 温度测点和截面各点时间温度变化曲线可知, 点1~5的最高温度分别是992 ℃、 1000 ℃、985 ℃、 948 ℃和 921 ℃, 点 6~9 的最高温度分别是 905 ℃、 897 ℃、 921 ℃、 956 ℃。 整体上, 吸力面温度高于压力面, 前缘的温度高于尾缘, 其中温度最高的位置出现在吸力面靠近前缘处( 测点 2, 1000 ℃) 、 最低位置在压力面尾缘( 测点7, 897 ℃) 。 这是因为在叶片旋转过程中, 高温燃气率先在吸力面与涡轮叶片发生交互作用, 吸力面被加热的更充分; 前缘靠近焰心并且正对火焰冲击, 所以在前缘整体温度大于尾缘。 在喷枪未完全进入燃烧室之前温升速率较慢, 随后升温速率显著提高, 最终各测点相继达到稳定状态。
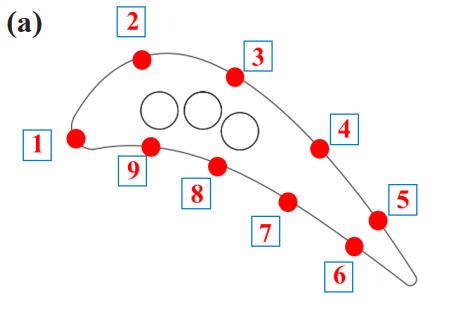
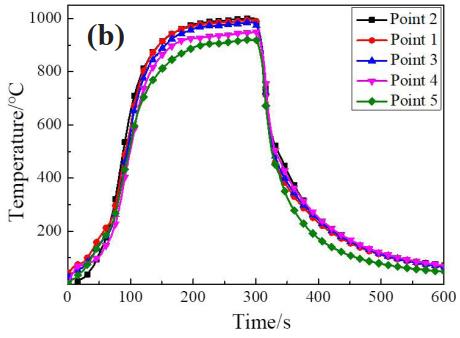
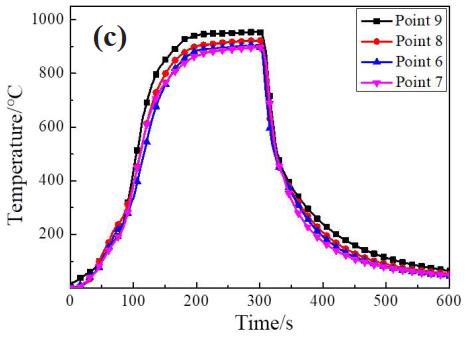
图 4 热障涂层截面温度测量: (a) 截面温度测点; (b) 吸力面温升曲线; (c) 压力面温升曲线
2.1.2 不同服役转速温度变化
图 5 为测温点 2 以表 1 参数加热时不同转速下的温度变化曲线, 在下的温度变化曲线, 在 6000 r/ min、5000 r/min、4000 r/min 的稳定温度分别为 1000 ℃、1013 ℃、1022 ℃。可以看出,加热参数不变时随着转速的降低, 温度呈小幅升高的趋势。 这是因为受尾迹导流的影响, 转速越高涡轮叶片承受的风阻越大,带走的热量越多, 所以涂层表面温度越低。 与此同时, 周围相对低温的气流会在叶片表面形成“冷却气膜”, 转速越高低温气流的冷却效果便越显著。
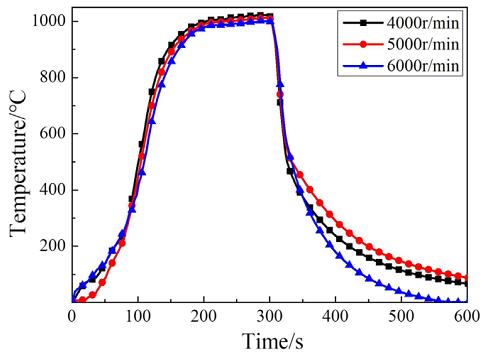
图 5 不同转速下热障涂层温度变化曲线
应变测量结果
2.2.1 温度补偿
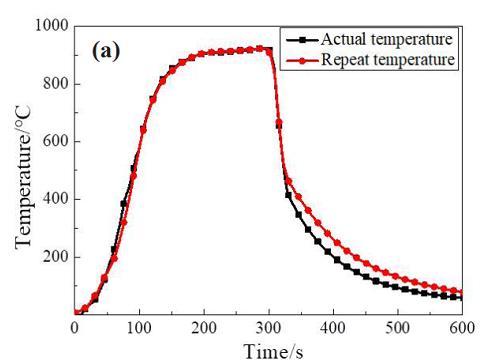
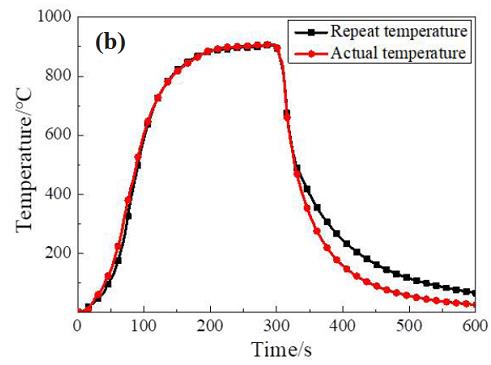
图 6 热障涂层在升降炉中的温升重复曲线与实际温度曲线对比: (a) 吸力面; (b) 压力面
2.2.2 不同安装位置应变结果
如 图 7 所 示 为 1000 ℃、 6000 r/min 测 试 状态下, 4 个应变测点应变总量曲线 (a)、 热输出曲线 (b) 和二者作差得到的主应变曲线 (c)。 对保温时稳定状态的应变进行分析, 可见热输出在应变总量中占比很高。 由图 7(c) 可知, 吸力面主应变(0.23%) 大于压力面 (0.20%), 在不同的安装角度,0°、 90°、 45° 方向的主应变分别为 0.24%、 0.23%、0.21%。 吸力面温度高具有更大热应力, 同时也承受着更多的气流冲击, 因此主应变高于压力面。应变计示值反应的是应变计敏感栅接触范围内的总变形, 安装方向平行于缘板 (0°) 时截面方向温度梯度高、 敏感栅所受应变梯度大, 因此形变量最大。 垂直于缘板方向 (90°) 的应变梯度较小但与燃气的接触面积变大、 受到更多剪切式气流冲刷, 因此在多重机制共同作用下, 0° 方向应变大于 90° 大于 45°。
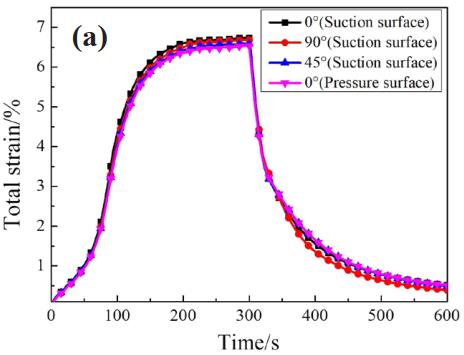

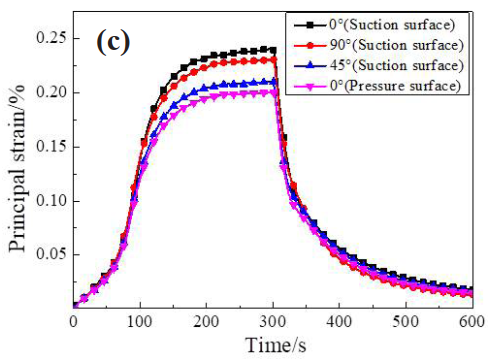
图 7 热障涂层应变曲线:(a) 应变总量; (b) 热输出; (c) 主应变
2.2.3 不同服役转速应变变化
图 8 所示为吸力面 90° 方向敷设的应变计在不同服役转速下主应变曲线。 可以看到, 随着转速的降低主应变呈现明显的下降趋势, 在不同服役转速下主应变曲线。 可以看到, 随着转速的降低主应变呈现明显的下降趋势, 在 6000 r/min、 5000 r/min 和 4000 r/min 时分别为 0.23%、0.20% 和 0.18%。 在转速降低时涂层表面温度有小幅上升、 热应力有所提高, 但转速降低后气流激振、 机械振动以及离心载荷将显著下降, 在高速旋转过程中动应变对涂层变形的影响起着决定性的作用, 因此主应变明显降低。
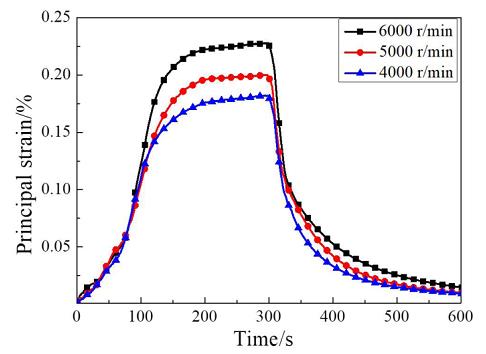
图 8 不同转速下热障涂层主应变
与静态测量结果对比
2.3.1 温度测量结果对比
为了对比动态、 静态服役过程中热障涂层表面温度场差异, 使用同规格样品, 在静态热冲击实验台开展了对照实验。 静态测温通过红外热像仪实现, 测温点的选取与动态一致, 燃气喷枪对准测温点 2 加热, 以保证此位置为温度最高。 与此同时, 为了便于对比动、 静态热冲击循环过程的主应变演化, 需调节静态测试的主控温度使动、静态测试时叶背尾缘测点 5 的温度变化一致。 图9 为动、 静测试保温状态下各测点的温度分布,与高速旋转热冲击相比, 维持叶背尾缘温度相同时, 静态测试的前缘温度高达 1123 ℃, 截面温差242 ℃ 远大于动态考核的 103 ℃。 动态测试时涡轮叶片处于环境温度较高的燃烧室中, 且高速旋转下火焰对叶片的加热更为均匀, 而静态热冲击时, 远离喷枪口的尾缘受周围低温环境的影响升温缓慢, 终态温度也较低, 因此动静、 态测试的截面温度分布存在明显差异。
为了分析热障涂层失效的损伤演变过程及其失效机理, 对动、 静态热循环过程进行了应变损伤演化的实时检测。 综合考虑应变测点的稳定性与典型性, 选择在吸力面 90° 安装的应变计对热循环过程进行应变采集。 涂层失效判定条件为剥落面积达到 10% 或剥落长度大于 10 mm, 每 20次循环进行一次采样绘制。 图 10 为带热障涂层涡轮叶片动态与静态热冲击循环考核过程中最大主应变演化曲线。 图中可以看出, 动态热冲击主应变在 0.23%~0.82% 之间, 静态热冲击主应变在0.04%~0.67% 之间, 均为拉伸变形。 动态热冲击实验热障涂层经历 128 次循环剥落失效, 低于静态测试的 194 次, 但失效前最大主应变高于静态。在动态与静态热冲击循环考核过程中, 虽然测点的温度变化一致, 但动态测试在高速旋转过程需要承受气流激振力与离心力等多种复杂载荷, 因此相同循环次数下的主应变高于静态。 对比失效前最后的应变状态, 二者主应变差值有所减小,说明涂层的剥落失效是疲劳损伤的累积过程, 剥落时最大主应变需要达到一定的临界条件。
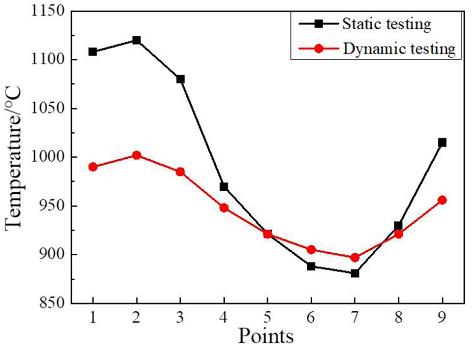
图 9 热障涂层截面温度分布
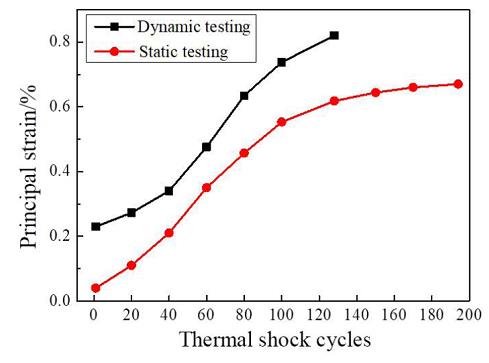
图 10 热冲击循环过程热障涂层的应变损伤演化
2.3.3 宏观形貌演变对比
如图 11 所示为热障涂层在动态热冲击循环下的宏观形貌演变。 测试前热障涂层表面光滑整洁,由于存在煤油燃烧产物的沉积, 随着循环次数的增加表面逐渐暗淡。 热循环 60 次后, 热障涂层开始出现剥落, 剥落区域集中在受燃气冲刷较为严重的吸力面前缘中上部。 随着热循环的进行, 剥落区域逐渐向周围蔓延, 叶冠附近剥落最为严重。循环 128 次时剥落面积达到总面积的 10%, 涂层已经失效。 图 12 所示为静态热冲击循环时热障涂层的宏观形貌演变, 原始形貌仍然干净整洁, 随着热循环的进行, 涂层表面出现黑色斑点。 循环90 次时, 涂层表面出现可见裂纹, 裂纹位置为正对燃气冲击区域。 随后剥落面积逐渐扩大最终在194 次热循环后失效, 但剥落区域未向叶冠扩散。对比发现, 热冲击循环考核过程中热障涂层率先剥落区域均为受外力冲击最大且温度最高的位置,然后向周围扩展。 当存在离心载荷时, 热障涂层的剥落位置会向离心力最大的叶冠方向扩散。
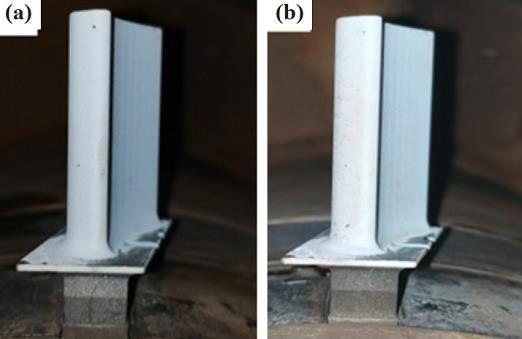
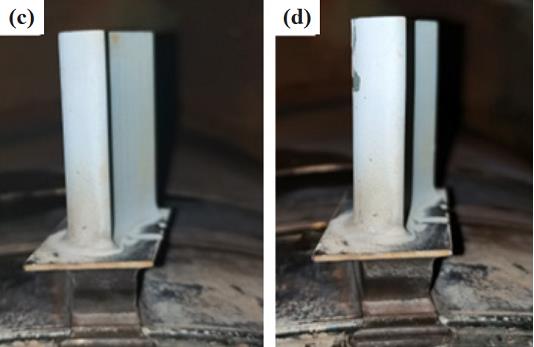
图 11 动态考核过程热障涂层的宏观形貌演变: (a) 0 次循环; (b) 20 次循环;(c) 40 次循环; (d) 60次循环; (e) 80 次循环; (f) 100 次循环; (g) 120 次循环; (h) 128 次循环
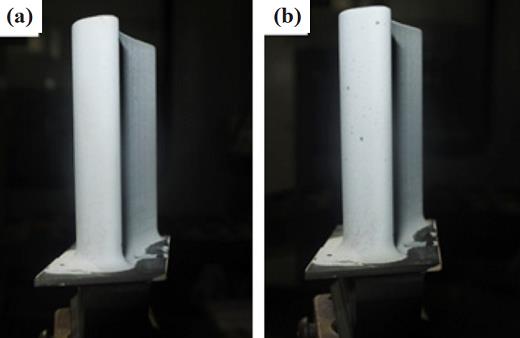
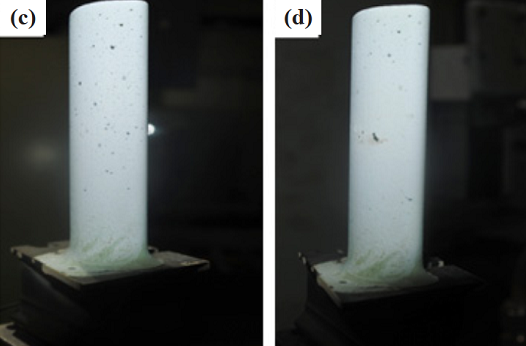
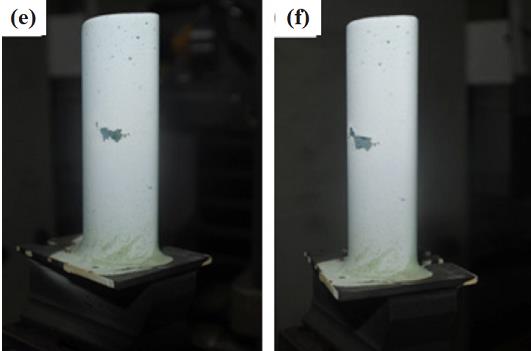
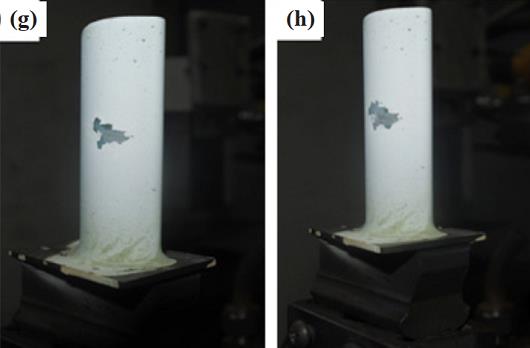
图 12 静态考核过程热障涂层的宏观形貌演变: (a) 0 次循环; (b) 30 次循环; (c) 60 次循环; (d) 90 次循环;(e) 120 次循环; (f) 150次循环; (g) 180 次循环; (h) 194 次循环
微观结构分析
为了对高速旋转热障涂层进行失效模式分析,采用 SEM 观测了剥落区域热障涂层微观结构特征。 断面显微图片如图 13, 从图可以看出未剥落区域的热障涂层依旧保持完整形貌。 剥落区明显可见热障涂层柱状晶已经折断或完全从粘接层脱离, 并且被折断的涂层因为受到严重侵蚀产生大量表面垂直裂纹。 涂层剥落的原因可归结为以下几点: (1) 剥落集中在叶背的高温区, 此处温度梯度高、 应变梯度大; (2) 高温、 高压燃气的冲刷导致柱状晶逐渐减薄, 从而引发涂层剥落; (3) 高速旋转加速了柱状晶的折断以及裂纹的生长, 促使剥落区域集中在离心载荷最大的叶冠处。
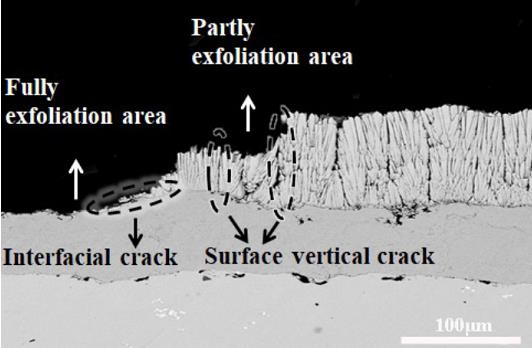
图 13 动态热冲击循环失效后热障涂层的微观结构
结论
针对航空发动机涡轮叶片热障涂层台架试车前考核平台缺失、 关键损伤数据缺乏的难题, 研制了基于高温热冲击与高速旋转的模拟考核平台,并开发了涂层损伤的实时检测系统, 主要结论包括:
(1) 高速旋转的涡轮叶片热障涂层表面温度分布均匀, 截面温差为 103℃ 低于静态热冲击考核的 242℃ 截面温差。 吸力面温度大于压力面, 降低转速温度会有小幅提升。
(2) 热障涂层在平行于缘板方向应变梯度最大, 45 度方向最小。 热障涂层吸力面主应变大于压力面, 当转速降低表面主应变显著下降。
(3) 涡轮叶片热障涂层经历 128 次动态热冲击循环剥落失效, 失效前表面主应变范围在冲击循环剥落失效, 失效前表面主应变范围在0.23%~0.82%, 大于静态热冲击的 0.04%~0.67%。失效位置在叶背靠近前缘处, 失效原因是外力的冲击以及离心载荷作用下各类裂纹的快速扩展,涂层失效形式为减薄式剥落, 最终从粘接层脱离。
如有侵权请联系删除